Стр
Экономический анализ производственно-хозяйственной деятельности предприятия играет важную роль в обеспечении повышения эффективности производства. Он является существенной составной частью экономических методов управления. Анализ является базой планирования, средством оценки качества планирования и выполнения плана.
Предметом экономического анализа является производственно-хозяйственная деятельность предприятий.
Содержанием экономического анализа является комплексное изучение производственно-хозяйственной деятельности предприятия с целью объективной оценки достигнутых результатов и разработки мероприятий по дальнейшему повышению эффективности хозяйствования.
Важнейшими направлениями технико-экономического анализа деятельности предприятия являются:
- анализ объема, ассортимента и реализации продукции;
- анализ трудовых показателей;
- анализ себестоимости продукции;
- анализ прибыли.
Производственные процессы предприятия являются весьма сложными и обычно расчленяются на стадии, фазы.
По характеру объекта производства различают простые и сложные производственные процессы. Простыми называются процессы, состоящие из последовательно выполняемых операций. Обрабатываемые детали обязательно имеют технологическое сходство.
Производственный процесс — совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходное сырье и материалы превращаются в готовую продукцию.
Под производственной мощностью предприятия понимается максимально возможный годовой выпуск продукции или объем переработки сырья в номенклатуре и ассортименте, установленных планом при полном использовании оборудования и площадей с учетом применения прогрессивной технологии, передовой организации труда и производства.
Выбор темы данной курсовой работы обусловлен ее актуальностью в условиях рыночных отношений, когда каждое предприятие стремиться извлечь максимальную прибыль с наименьшими затратами.
Задачами курсовой работы являются:
1. Описать анализ производственных процессов и принципов процессов и типа производства
2. Охарактеризовать расстановку оборудования
3. Выявить организацию работы персонала
4. Описать планирование загрузки производственных мощностей
Предметом исследования выступают экономические основы производственной деятельности предприятий.
Предметом исследования является ООО «Парадиз».
Анализ формирования и деятельности фондов охраны природы в Республике Беларусь
... охрану окружающей среды. создание фондов охраны природы; установление платежей за природопользование; проведение экономической оценки природных объектов; проведение экономической оценки воздействия хозяйственной и иной деятельности ... научные исследования в области охраны окружающей среды, геологии и гидрометеорологии; внедрение в производство малоотходных, ресурсо- и энергосберегающих ...
Курсовая работа состоит из 4 частей, введения, заключения и списка использованной литературы.
Производственный процесс — совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходное сырье и материалы превращаются в готовую продукцию. В зависимости от назначения продукции все производственные процессы подразделяются на основные, вспомогательные и обслуживающие.
Основные — это технологические процессы, превращающие сырье и материалы в готовую продукцию, на выпуске которой специализируется предприятие. При их выполнении изменяются формы и размеры предмета труда, его внутренняя структура, вид и качественная характеристика исходного материала. К ним относятся и естественные процессы, которые происходят под воздействием сил природы без участия труда человека, но под его контролем.
Вспомогательные процессы способствуют бесперебойному протеканию основных производственных процессов. Полученная посредством их продукция используется на предприятии для обслуживания основного производства.
Обслуживающие процессы призваны создавать условия для успешного выполнения основных и вспомогательных. К ним относятся меж- и внутрицеховые транспортные операции, обслуживание рабочих мест, складские операции, контроль качества продукции.
Определяющую роль на предприятии занимают основные процессы производства, но их нормальное функционирование возможно только при четкой организации всех вспомогательных и обслуживающих процессов.
Производственные процессы предприятия являются весьма сложными и обычно расчленяются на стадии, фазы. Такими фазами на ООО «Парадиз» предприятиях являются заготовительные, обрабатывающие, сборочные. Каждая фаза состоит из частичных процессов, характеризующихся определенной законченностью этапа производства продукции.
Частичные процессы подразделяются на технологические
операции, представляющие собой часть технологического процесса, выполняемые рабочим или группой рабочих на одном рабочем месте при неизменных орудиях и предметах труда и без переналадки оборудования. Операции подразделяются на основные, в результате которых изменяются форма, размеры, свойства, взаимное расположение деталей, и вспомогательные, связанные с перемещением предмета труда с одного рабочего места на другое, складированием и контролем качества.
В зависимости от уровня технической оснащенности все операции делятся на ручные, машинно-ручные, машинные, автоматические, аппаратные.
По характеру объекта производства различают простые и сложные производственные процессы. Простыми называются процессы, состоящие из последовательно выполняемых операций. Обрабатываемые детали обязательно имеют технологическое сходство.
Сложные процессы состоят из последовательно и параллельно выполняемых операций.
Рациональная организация производственного процесса и всех его частей строится на основе ряда принципов, главными из которых являются дифференциация, концентрация и интеграция, специализация, параллельность, пропорциональность, непрерывность, ритмичность, прямоточность, автоматичность, гибкость, электронизация.
Дифференциация предполагает разделение производственного процесса на отдельные технологические процессы, операции, переходы, приемы.
Организация кассовых операций
... населением, подлежат регистрации в налоговых органах по месту нахождения предприятия. Контроль за соблюдением правил использования контрольно - кассовых машин, за полнотой учета выручки денежных средств на предприятиях ... ее в чистоте и порядке; осуществлять операции ввода сумм в соответствии с руководством по эксплуатации на данный тип кассовых машин; для одного покупателя (клиента) определить ...
Необходимо иметь в виду, что ручные операции нельзя подвергать чрезмерной дифференциации, так как это повышает утомляемость рабочих за счет монотонности и высокой интенсивности их труда. Кроме того, большое количество операций приводит к излишним затратам на установку, закрепление деталей, снятие их с рабочего места, на перемещение орудий труда и т.п.
При использовании современного высокопроизводительного оборудования (станков с ЧПУ, обрабатывающих центров и др.) операции становятся сложными. В едином комплексе решаются задачи обработки, сборки, транспортировки деталей, удаления отходов. Таким образом, здесь принцип дифференциации переходит в принцип концентрации операций и интеграции производственных процессов. Существуют гибкие производственные системы полного технологического цикла, на которых детали или изделия обрабатываются без участия человека со 100%-ной готовностью для сборки.
В результате специализации за каждым производственным подразделением (цех, участок, рабочее место) закрепляется ограниченная номенклатура продукции или выполнение технологически однородных работ для изготовления конструктивно различной продукции.
Уровень специализации зависит от масштабов выпуска одноименной продукции и ее трудоемкости. Уровень специализации рабочего места определяется коэффициентом закрепления операций, т.е. количеством деталеопераций, выполняемых на рабочем месте. Повышение степени однородности выполняемых работ создает условия для применения специального оборудования, более прогрессивной технологии, позволяет повысить производительность труда и снизить затраты на производство. Однако целесообразная организация производства в ряде случаев требует овладения рабочими смежными профессиями, чтобы снизить нагрузки, вызываемые монотонностью труда, и обеспечить взаимозаменяемость.
Повышению уровня внутрипроизводственной специализации способствует унификация, т.е. приведение к единой форме, размерам, структуре, составу продукции и методов ее производства или их элементов. Это позволяет уменьшать номенклатуру деталей и узлов, сокращать разнообразие технологических методов их изготовления, увеличивать масштабы одноименной продукции, повышать эффективность производства. На это же направлена и стандартизация.
Параллельность предусматривает одновременное выполнение отдельных частей производственного процесса по изготовлению изделия. Она обеспечивает одновременность выполнения работ, применение многопредметной обработки, совмещение по времени выполнения технологических и вспомогательных операций (машинная обработка детали и контроль качества).
Уровень параллельности производственного процесса определяется отношением длительности производственного цикла при параллельном виде движения предметов труда к фактической его длительности.
Пропорциональность требует соответствия производительности в единицу времени всех производственных подразделений — основных, вспомогательных и обслуживающих цехов, а внутри их — участков и линий, групп оборудования и рабочих мест. Достижение пропорциональности основывается на нормах, определяющих количественную взаимосвязь между элементами производства, когда производительность оборудования на всех технологических операциях пропорциональна трудоемкости обработки продукции на этих операциях. Она обеспечивает бесперебойный ход производства, наиболее полное использование производственной мощности, исключает возникновение «узких» мест.
Учет затрат на производство продукции (работ, услуг)
... задачи учета этих затрат; ь рассмотреть нормативно-правовую базу учета затрат на производство; ь изучить методику учета затрат на производство продукции (работ, услуг); ь выполнить практическое задание, закрепляющее знания бухгалтерского учета Цели и задачи работы обусловили ее логику и структуру. Курсовая работа ...
В условиях рыночных отношений при частой сменяемости производимой продукции и сложной кооперации производственных звеньев поддержание пропорциональности производства должно быть постоянной задачей. Решается она путем внедрения организационно-технологических мероприятий, совершенствования оперативно-производственного планирования, внедрения передовых методов труда и др. Если, например, на участке расположено m групп оборудования для обработки деталей одного наименования, то пропорциональность обеспечивается равенством
t1 / p1 = t1 / p2 = … = tm / pm = const
где t1,…,tm — штучное время на операцию;
- р — количество рабочих мест на операции;
- m — количество операций.
Степень пропорциональности производства s характеризуется величиной отклонения пропускной способности (мощности) каждой стадий процесса производства (передела) от запланированного ритма выпуска продукции:
S = 
где m — количество стадий (переделов) изготовления продукции;
- h — пропускная способность отдельных стадий (переделов);
- R — запланированный ритм выпуска продукции.
Непрерывность предполагает сокращение или сведение к минимуму перерывов в процессе производства продукции.
Непрерывность является одним из важнейших условий сокращения сроков изготовления продукции и повышения уровня использования производственных ресурсов, обеспечения равномерной работы предприятия и выпуска продукции в заданном ритме.
Степень непрерывности определяется отношением длительности технологической части производственного цикла к его полной продолжительности. Полностью этот принцип реализуется в непрерывном производстве на предприятиях химической, пищевой, металлургической промышленности, в машиностроении на непрерывно-поточных линиях и в автоматическом производстве.
Ритмичность предполагает обеспечение выпуска в равные промежутки одного и того же или равномерно возрастающего количества продукции на всех стадиях и операциях.
Ритмичность обеспечивается высокой технологической дисциплиной, рациональной организацией обеспечения рабочих мест, надежной работой оборудования, применением прогрессивных систем оперативно-производственного планирования и управления. Она способствует более рациональному использованию всех производственных ресурсов предприятия, четкому выполнению договоров по поставке продукции потребителям, улучшению финансового положения предприятия.
Прямоточность состоит в обеспечении кратчайшего пути прохождения предметов труда по всем стадиям и операциям производственного процесса. Она характеризуется коэффициентом, представляющим соотношение длительности транспортных операций к общей продолжительности производственного цикла.
Прямоточность требует исключения возвратных движений деталей в процессе их обработки, сокращения транспортных маршрутов. Это достигается прежде всего рациональным расположением зданий и сооружений на территории предприятия, технологического оборудования в цехах и на участках в соответствии с ходом технологического процесса. Наиболее полно она достигается при поточной организации производства.
Автоматичность предполагает автоматизацию производственных процессов, обеспечивающую увеличение объемов производства, сокращение затрат живого труда, замену ручного труда интеллектуальным трудом операторов, наладчиков, исключение ручного труда на вредных работах, повышение качества работ. Особо важна автоматизация обслуживающих процессов.
Степень автоматизации определяется соотношением трудоемкости работ, выполняемых автоматизированным способом, к общей трудоемкости работ. Данный коэффициент может рассчитываться как по всему предприятию, так и по каждому его подразделению отдельно.
Гибкость — мобильный переход на выпуск иной или новой продукции при освоении производства. Она обеспечивает сокращение времени и затрат на переналадку оборудования при выпуске деталей и изделий широкой номенклатуры. Основной показатель — степень гибкости — определяется количеством затрачиваемого времени и необходимых дополнительных расходов при переходе на выпуск новой продукции.
Наибольшее развитие этот принцип получил в условиях высокоорганизованного производства, где используются станки с ЧПУ, обрабатывающие центры, переналаживаемые автоматические средства контроля, складирования, перемещения объектов производства.
Электронизация предполагает использование быстродействующих машин различных классов и совершенствование средств общения человека с ними. На основе электронизации производственных процессов с наименьшими потерями обеспечивается гибкость производства, поддерживается необходимый ритм и равномерность хода производства. Наиболее эффективным является использование персональных ЭВМ с развитым программным обеспечением. Они становятся неотъемлемой частью всех видов производственных процессов.
Правильное использование перечисленных принципов с учетом методов организации производства в ООО «Парадиз» обеспечивает сокращение продолжительности производственного процесса и повышение его эффективности.
Классификация основных цехов по стадиям изготовления готового продукта ООО «Парадиз» такая же, как и классификация производственных процессов:
- заготовительные (литейные, кузнечные, прессовые, цехи металлоконструкций);
- обрабатывающие (механические, деревообрабатывающие, термические, гальванические);
- сборочные (цехи узловой и общей сборки, испытательные, окраски готовых машин).
Вспомогательные цехи ООО «Парадиз» способствуют выпуску основной продукции, производят вспомогательные виды изделий, необходимые для нормальной работы основных цехов. Так, инструментальные цехи оснащают основные инструментом.
Обслуживающие цехи и хозяйства выполняют работу по обслуживанию основных и вспомогательных цехов транспортировкой и хранением сырья, полуфабрикатов, готовой продукции и т.п.
Побочные цехи занимаются использованием и переработкой отходов основного производства.
Несмотря на разнообразие цехов и участков основного производства ООО «Парадиз», они формируются по конкретным признакам, определяющим их структуру. К таким признакам относятся технологическая и предметная специализация. Соответственно различают три типа производственных структур: технологическую, предметную и смешанную.
При технологической структуре цехи и участки создаются по принципу технологической однородности выполняемых работ, или производственных процессов по изготовлению различных изделий. Эта структура развивалась по мере увеличения технической вооруженности и масштабов производства.
Отдельные фазы производства постепенно выделялись в самостоятельные подразделения.
Достоинством технологической структуры являются технологическая специализация производства и высокая квалификация рабочих. Облегчается руководство цехом (участком), маневрирование людьми.
В то же время технологической структуре присущ ряд существенных недостатков.
 Склад заготовок
Склад заготовок
Токарные станки
Фрезерные станки
Строгальные станки
|
|
Сверлильные станки
Контроль
В связи с большой номенклатурой продукции ООО «Парадиз», выпускаемой в цехах (участках) с технологической структурой, увеличивается время на переналадку оборудования на другие виды продукции, удлиняется производственный цикл.
Оборудование невозможно располагать по ходу технологического процесса, так как при частой смене изготовления продукции меняются состав и последовательность операций. Размещение оборудования по группам однотипных машин создает встречное движение полуфабрикатов, увеличивает внутренние перевозки и удлиняет производственный цикл.
Отсутствует ответственность за качество изделия в целом,
так как каждый участок выполняет отдельные операции.
При предметной структуре основные цехи создаются по отдельным переделам по признаку изготовления каждым из них либо определенного изделия, либо его части.
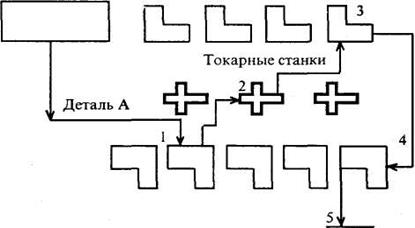
При предметной структуре создаются более благоприятные условия для внедрения новой техники, механизации и автоматизации производства, так как оборудование располагается по ходу технологического процесса (рис. 3.).
Это создает предпосылки внедрения поточного метода организации производства, сокращения длительности производственного цикла. Каждый цех, участок, за которым закреплено изготовление определенной продукции, полностью отвечает за ее выпуск в срок, заданного объема и качества.
В то же время при предметной структуре усложняется руководство цехами, участками, в которых осуществляются разнообразные по характеру операции.
Усложняется структура.
Возникает необходимость располагать всеми видами оборудования в каждом цехе, уменьшается его загрузка.
Заготовка Операции
|
1 |
2 |
3 |
4 |
Рис. 3. Схема размещения оборудования ООО «Парадиз» по предметному принципу; 1 — токарная; 2 — фрезерная; 3 — строгальная; 4 — сверлильная
Так, если на ООО «Парадиз» применять в чистом виде предметную структуру, то окажется, что в каждом цехе нужно будет иметь кузнечно-прессовое оборудование, участки формовки и литья чугунных, стальных, бронзовых деталей и многое другое. Некоторые машины невозможно полностью загрузить из-за относительно небольшого объема работ на данном участке.
Поэтому на ООО «Парадиз» применяется смешанная структура, при которой заготовительные производства и цехи строятся по технологическому принципу, а обрабатывающие и выпускающие объединяются в предметно-замкнутые звенья.
Организация непоточного производства. В зависимости от особенностей производственных процессов и типа производства применяется определенный метод организации производства.
Метод организации производства — это способ осуществления производственного процесса, представляющий собой совокупность средств и приемов его реализации и характеризующийся рядом признаков, главными из которых являются взаимосвязь последовательности выполнения операций технологического процесса с порядком размещения оборудования и степень непрерывности производственного процесса.
Существуют три метода организации производства:
- непоточный (единичный);
- поточный;
- автоматизированный.
Непоточное производство характеризуется следующими признаками:
- все рабочие места размещаются по однотипным группам оборудования без определенной связи с последовательностью выполнения операций;
- например, на машиностроительных предприятиях это группы токарных, фрезерных, сверлильных, шлифовальных, строгальных станков, слесарных верстаков и др.;
- на рабочих местах обрабатываются разные по конструкции и технологии изготовления предметы труда, так каких выпуск исчисляется единицами;
технологическое оборудование в основном универсальное, однако для обработки особо сложных по конструкции
деталей, больших габаритов могут применяться станки с ЧПУ, «обрабатывающие центры» и т.п.;
— детали перемещаются в процессе изготовления сложными маршрутами, в связи с чем возникают большие перерывы в обработке из-за ожидания их на промежуточных складах и в подразделениях отдела технического контроля (ОТК).
После каждой операции деталь, как правило, поступает или на промежуточный склад цеха, или на рабочее место контролера ОТК. Еще большие перерывы наблюдаются при межцеховых ожиданиях (из механического цеха — в термический или гальванический, а затем обратно в этот же механический цех).
Каждый рабочий получает деталь для выполнения последующей операции не с предыдущей операции, а с промежуточного склада или от контролера ОТК.
Непоточный метод применяется в основном в единичном и мелкосерийном производстве и характерен для экспериментального и ремонтно-механического цехов, цеха мелких серий и других специальных цехов предприятия (например, цехи с оборудованием ГПС — гибкие производственные системы и т.п.).
Организация поточного производства. Из всех методов организации производства наиболее совершенным по своей четкости и законченности является поточный, при котором предмет труда в процессе обработки следует по установленному кратчайшему маршруту с заранее фиксированным темпом.
Важнейшим условием поточной организации производства является устойчивая концентрация в одном производственном звене значительных масштабов выпуска однородной или конструктивно — технологически сходной продукции.
В массовом производстве, характеризующемся устойчивым выпуском однородной продукции, поток является основным методом его организации. Применяется он и при крупно- и среднесерийном выпуске продукции, особенно на участках, где выпускаются узлы и детали широкого применения. При единичном производстве используются элементы поточного производства для изготовления унифицированных деталей и узлов.
Поточная организация производства характеризуется следующими признаками:
разделение производственного процесса на отдельные
операции и длительное их закрепление за определенным рабочим местом;
- специализация каждого рабочего места на выполнении определенной операции с постоянным закреплением одного или ограниченного количества технологически сходных предметов труда;
согласованное и ритмичное выполнение всех операций
на основе единого расчетного такта (ритма) поточной линии;
- передача обрабатываемых деталей с операции на операцию с минимальным перерывом и при помощи специальных транспортных устройств.
В поточном производстве наиболее полно выражены основные принципы высокоэффективной организации произпроцесса и в первую очередь принципы прямоточности, непрерывности и ритмичности.
Основным звеном поточного производства является поточная линия, т.е. совокупность специализированных рабочих мест, расположенных согласно технологическому процессу и выполняющих определенную его часть.
В зависимости от уровня специализации производства, объема и характера выпуска продукции, применяемой техники и технологии поточные линии классифицируются по ряду признаков.
По номенклатуре обрабатываемых изделий выделяют постоянно-поточные однопредметные линии, за которыми закрепляется на длительное время обработка или сборка одного наименования продукции, что возможно в условиях массового производства;
- постоянно-поточные многопредметные линии, на которых ведется обработка нескольких наименований изделий, сходных в конструктивном и технологическом отношении без переналадки оборудования;
- такие линии применяются, когда трудоемкость работ по одному наименованию изделия недостаточна для полной загрузки рабочих мест (серийное производство);
По методу обработки закрепленных предметов различают:
- переменно-поточные линии, создаваемые для поочередной обработки нескольких наименований деталей (изделий), имеющих сходные технологические маршруты;
- при переходе от изготовления одной детали к изготовлению другой проводится переналадка оборудования поточной линии;
- сроки запуска в производство изготовляемой продукции регулируются стандартными графиками;
- применяется в серийном производстве;
— групповые поточные линии, на которых обрабатывается или собирается по типовым технологическим процессам на одном и том же оборудовании значительная номенклатура продукции, близкой по формам предмета труда, имеющей общий технологический маршрут, с использованием групповой оснастки, но без переналадки оборудования.
По степени непрерывности производства выделяют:
- непрерывные поточные линии, являются наиболее современной формой поточного производства;
- на ней продолжительность каждой операции равна или кратная такту;
- предметы труда с одной операции на другую перемещаются поштучно и без пролеживания, применяется параллельный метод движения предметов труда;
- они обеспечивают строгую ритмичность и наиболее короткую длительность производственного цикла;
- широко применяются при сборке часов, тракторов, приборов, автомобилей;
- прерывные (прямоточные) линии, они не имеют четкой синхронизации всех операций;
- на отдельных, более трудоемких операциях образуется оборотный задел, для обработки которого привлекаются дополнительные рабочие места;
- работа ведется партиями по стандартному графику;
- применяются прямоточные линии при обработке трудоемких деталей на разнотипном оборудовании в механических цехах и при серийном типе производства.
По способу поддержания такта различают:
- линии с регламентированным тактом, на которых изделия (детали) передаются с одной операции на другую через точно фиксированное время, что характерно для непрерывно-поточных линий;
- при свободном ритме детали на последующую операцию передаются по мере готовности, возможны отклонения от расчетного такта;
По охвату производства выделяют:
поточные, участковые, цеховые, межцеховые, сквозные.
Для поточных линий характерно применение специальных транспортных устройств, которые выполняют функцию не только перемещения предметов труда с одного рабочего места на другое, но часто и поддержания такта работы поточной линии. Выбор вида транспортных устройств зависит от вида поточной линии, особенностей конструкции предмета труда и технологического процесса.
Конвейеры — приводные транспортные устройства, которые не только перемещают предметы труда с одной операции на другую, но и регулируют такт потока .
По конструктивным признакам различают ленточные и цепные (пластинчатые, скребковые, ковшовые, подвесные и др.) конвейеры.
В зависимости от характера движения конвейеры бывают с непрерывным и прерывным (пульсирующим) движением. При непрерывном движении конвейера все операции выполняются одновременно с перемещением предметов труда. На пульсирующих конвейерах операция выполняется в период его неподвижности.
При наличии на поточной линии параллельных рабочих мест, выполняющих одинаковые операции, применяются распределительные конвейеры с адресованием предметов труда . Для этого каретки, тележки, где находятся предметы труда, нумеруются. За каждым рабочим местом закрепляется определенная последовательность их номеров для обработки предметов труда. Широко используются в пошивочных цехах обувных предприятий, а также в машиностроении на технологических потоках.
В механосборочных цехах машиностроительных предприятий массового производства находят применение толкающие автоматические конвейеры с программным управлением для адресования изделий на рабочие места.
Таким образом, действующие в комплексе и синхронно с другими рабочими машинами конвейеры позволяют регламентировать движение изделий на линии путем соблюдения установленного такта (ритма).
Они обеспечивают параллельное выполнение операций, снижают длительность производственного цикла, повышают производительность труда.
Организация поточного производства предусматривает проведение ряда организационно-технических мероприятий и расчета показателей работы линии. Высокие требования предъявляются к выбору и размещению оборудования, качеству и точности оснастки, качеству материалов, отработанности конструкции и прогрессивности технологических процессов, обслуживанию основного производства, планированию и учету. Конструкция изделий должна быть отработана, стабильна, с широким применением стандартных и унифицированных деталей и узлов. Большое значение имеет технологичность конструкции, обеспечивающая минимальную трудоемкость и себестоимость ее изготовления, минимальную материалоемкость; конструкция изделия должна быть разработана на принципе взаимозаменяемости деталей и узлов; высокое качество конструкции должно способствовать ее устойчивости.
Разрабатываемая технология должна обеспечивать применение высокопроизводительного специального оборудования и прогрессивных методов обработки, взаимозаменяемость деталей и узлов, специализацию рабочих мест. Важным вопросом технологической подготовки является синхронизация операций, т.е. обеспечение равенства или кратности времени операций такту поточной линии. Различают предварительную синхронизацию операций, проводимую в период проектирования поточной линии, и окончательную, которая осуществляется в период отладки и освоения поточной линии. Синхронизация операций достигается путем внедрения более прогрессивной технологии; подбора специального оборудования или оснастки, сокращающих длительность операций; укрупнения мелких и разделения продолжительных операций; введения параллельных рабочих мест; изменения режимов работы оборудования. Четкая синхронизация операций обеспечивает ритмичную работу линий.
В зависимости от числа рабочих мест на линии, применяемых транспортных устройств, площади участка, цеха планировка линии может быть с прямолинейным, двухрядным, зигзагообразным, кольцевым расположением рабочих мест.
Применение высокопроизводительного специального оборудования, инструмента и оснастки, специализация рабочих мест, использование прогрессивной технологии и оптимальных режимов работы оборудования снижают трудоемкость выпускаемой продукции. Рациональная система обслуживания рабочих мест, отсутствие или сведение к минимуму простоев из-за переналадки оборудования, четкий режим работы поточных линий обеспечивают наиболее полное использование рабочего времени, рост производительности труда. При поточной организации производства сокращаются все элементы длительности производственного цикла, в частности технологического — за счет роста производительности труда, транспортного — за счет расположения рабочих мест по ходу технологии, отсутствия межоперационного пролеживания полуфабрикатов, применения параллельного сочетания операций, совмещения технологических, транспортных и контрольных операций, применения высокопроизводительных транспортных устройств. Уменьшение длительности производственного цикла приводит и к сокращению заделов, величины оборотных средств и ускорению их оборачиваемости.
Тщательная разработка технологического процесса и его устойчивость обеспечивают приобретение рабочими производственных навыков, что создает условия для выпуска продукции запланированного качества и сокращения брака.
Рациональные планировка и использование оборудования приводят к увеличению выпуска продукции и улучшают фондоотдачу.
В результате рационального выбора основных материалов, установления их оптимальных размеров, допусков и припусков, применения эффективных методов централизованного раскроя и использования отходов обеспечивается снижение их затрат.
Все эти факторы в конечном итоге приводят к снижению себестоимости выпускаемой продукции, росту прибыли и рентабельности производства, быстрой окупаемости затрат, связанных с организацией поточного производства.
Использование достижений научно-технического прогресса при организации поточного производства позволяет значительно расширить его применение. Включение в поточную линию сборочных, сварочных автоматов, установок токов высокой частоты, литейных агрегатов, автоматов по контролю качества, загрузки станков, применение более совершенных транспортных устройств создают предпосылки для ликвидации разрывов в производстве между отдельными поточными линиями, цехами и перехода к сквозному потоку от запуска сырья, материалов в производство до получения готовой продукции.
Важнейшими предпосылками эффективности поточной организации производства являются стабильность на длительное время номенклатуры и значительные масштабы выпускаемой продукции, специализация рабочих мест и расположение их по ходу технологического процесса. В то же время узкая специализация рабочих мест, их длительное закрепление за определенным рабочим, жесткая регламентация трудовой деятельности приводят к однообразию труда, снижают содержательность работы. Организация поточного производства должна иметь производственные условия, что требует разработки и применения более совершенных форм его организации.
Увеличение содержательности труда рабочих обеспечивается путем укрупнения операций, отказа от жесткого закрепления рабочего за одной операцией, перевода рабочих на смежные операции, кроме основных, контрольных и наладочных. Путем создания межоперационных заделов рабочие могут самостоятельно выбирать ритм своей работы. На ряде предприятий отказались от разделения процесса производства на простейшие операции. На сборке автомашин за группой рабочих закрепляется целый ряд операций. На КамАЗе внедрен конвейер на воздушной подушке, который позволяет отказаться от жесткого ритма сборки. Все это улучшает условия труда рабочих, усиливает ее привлекательность.
Таким образом, развитие новых форм поточного производства позволяет эффективно применять его с учетом современных требований научно-технического прогресса.
Организация автоматизированного производства. Под автоматизацией производства понимают процесс, при котором все или преобладающая часть операций, требующих физических усилий рабочего, передаются машинам и осуществляются без его непосредственного участия. За рабочим остаются лишь функции наладки, надзора и контроля.
Автоматизация производственного процесса достигается путем использования систем машин-автоматов, представляющих собой комбинацию разнородного оборудования и других технических устройств, расположенных в технологической последовательности и объединенных средствами транспортировки, контроля и управления для выполнения частичных процессов производства изделий. Особо важную роль при этом играет комплексная автоматизация производства, при которой без непосредственного вмешательства человека, но под его контролем машинами-автоматами осуществляются все процессы производства — от поступления сырья до выхода готового продукта.
Различают четыре основных направления автоматизации.
Первое направление — внедрение полуавтоматических и автоматических станков. Наивысшим достижением этого направления являются станки с числовым программным управлением (ЧПУ).
Они работают по заданной программе без непосредственного участия человека и изготавливают различные детали или выполняют определенные производственные операции. Использование станков с ЧПУ позволяет повысить производительность труда на каждом рабочем месте в 3 — 4 раза.
Второе направление — создание комплексных систем машин с автоматизацией всех звеньев производственного процесса. Типичным примером комплексных систем машин являются автоматические линии. Автоматическая линия (АЛ) представляет собой объединение в единое производственное целое системы машин-автоматов с автоматическими механизмами и устройствами для транспортировки, контроля, накопления заделов, удаления отходов, а также управления.
Значительно шире границы эффективности у автоматических роторных линий (АРЛ), которые представляют собой разновидность автоматических линий, оснащенных специальным оборудованием на основе роторных машин и транспортирующих устройств. Во вращающемся цилиндре-роторе сделано столько гнезд, сколько по технологии нужно операций для полного изготовления детали. Установленная деталь на особом приспособлении направляется навстречу орудиям обработки.
Под производственной мощностью предприятия понимается максимально возможный годовой выпуск продукции или объем переработки сырья в номенклатуре и ассортименте, установленных планом при полном использовании оборудования и площадей с учетом применения прогрессивной технологии, передовой организации труда и производства.
Измеряется производственная мощность в тех же единицах, что и производственная программа. Производственная мощность — величина переменная, на ее величину оказывает влияние множество факторов. Прежде всего это структура основных производственных фондов, удельный вес их активной части, орудия производства, составляющие материальную основу производственной мощности.
При определении производственной мощности действующего предприятия учитывается все закрепленное оборудование независимо от его состояния (действующее или бездействующее), а также оборудование, находящееся в процессе монтажа и на складе, предназначенное к вводу в эксплуатацию в основном производстве.
На величину производственной мощности оказывает влияние освоение прогрессивной технологии, которое дает возможность интенсифицировать и ускорить производственный процесс, а также производительность технологического оборудования. Чем совершеннее машины и оборудование, чем выше их производительность в единицу времени, тем больше производственная мощность.
Производственная мощность зависит от специализации предприятия, перечня и количественного соотношения изделий. В условиях рыночной экономики частая смена одних выпускаемых изделий другими обусловливает и соответствующее изменение мощности предприятия. Расчет мощности по плану производится по номенклатуре продукции и в ассортименте, предусмотренными планами производства и реализации продукции.
Важный фактор, влияющий на величину производственной мощности, — уровень организации труда и производства, одним из элементов которого является режим работы предприятия (сменность, продолжительность рабочего дня, число рабочих дней в году).
Последний определяется характером процесса производства. Различают непрерывный и прерывный процессы производства.
К непрерывному относится производство продукции, технологический процесс изготовления которой носит непрерывный характер, а остановка процесса, связанная с длительными простоями, приводит к потере сырья, порче оборудования и другим потерям.
К прерывному процессу относится производство продукции, остановка изготовления которой в любой момент не приводит к потере изделий или сырья (предприятия машиностроения, легкой, мясной и других отраслей промышленности).
В зависимости от режима работы определяются фонды времени: календарный, режимный (номинальный) и действительный (рабочий).
Для каждой единицы оборудования календарный фонд времени Фк определяется как произведение числа календарных дней в расчетном периоде на количество часов в сутки. Годовой календарный фонд будет равен: Фк = 365
- 24 = 8760 ч.
Режимный фонд Ф равен календарному фонду в днях за вычетом выходных и праздничных дней с учетом сокращенного рабочего дня в предпраздничные дни:
Фр = (Дсм (365 — Дв — Дп) — tн * Дп д) * Ксм,
где Дсм — длительность рабочей смены, ч;
- Дв — количество выходных дней в плановом периоде;
- Дп — количество праздничных дней в плановом периоде;
- tн — количество нерабочих часов в предпраздничные дни;
- Дп д — количество предпраздничных дней;
Ксм — количество смен работы
Действительный фонд времени представляет собой максимально возможный фонд времени при заданном режиме работы с учетом затрат времени на капитальный и планово-предупредительный ремонт.
В условиях непрерывного процесса производства величина этого фонда равна
Фн д = Фк — (Рк + Рп п)
и соответственно для прерывного процесса производства
Фд = Фр — (Рк + Рп п),
где Рк и Рп п — плановые затраты времени на капитальный и планово-предупредительный ремонт соответственно, ч.
Для предприятий с прерывным процессом производства режимный, следовательно, и действительный фонды времени рассчитываются исходя из трехсменного, а при работе в четыре смены — из четырехсменного режима работы оборудования. Если предприятие работает в две смены (или меньше), расчет мощностей производится исходя из двухсменного режима работы, а уникального и дефицитного оборудования — из трехсменного.
Для предприятий с сезонным производством фонд времени работы оборудования определяется по техническому проекту или утвержденному режиму работы с учетом максимально возможного числа смен его работы в течение сезона поступления или добычи сырья. Для этих предприятий время на капитальный ремонт в расчет не принимается.
На величину технических норм и соответственно на производственную мощность оказывает влияние качество предметов труда. Чем выше качество сырья, топлива, материалов и полуфабрикатов, тем меньше требуется затрат труда и времени на их переработку и больше продукции может быть произведено в единицу времени работы оборудования. Например, с повышением содержания железа в руде на 1 % производительность доменной печи возрастает на 2,5 — 3 %.
Существенное влияние на величину производственной мощности оказывают квалификация кадров, их культурно-технический уровень и отношение к труду. Чем выше квалификация работника, тем меньше брака, поломок, простоев оборудования и выше его производительность.
Перечисленные факторы в комплексе влияют на величину производственной мощности и принимаются за основу ее расчета.
Производство — основная область деятельности фирмы. Фирмы используют производственные факторы, которые называются также вводимыми (входными) факторами производства.
Производственный процесс — совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходное сырье и материалы превращаются в готовую продукцию. В зависимости от назначения продукции все производственные процессы подразделяются на основные, вспомогательные и обслуживающие.
В зависимости от уровня технической оснащенности все операции делятся на ручные, машинно-ручные, машинные, автоматические, аппаратные.
Классификация основных цехов по стадиям изготовления готового продукта ООО «Парадиз» такая же, как и классификация производственных процессов:
- заготовительные;
- обрабатывающие;
- сборочные.
Частичные процессы подразделяются на технологические
операции, представляющие собой часть технологического процесса, выполняемые рабочим или группой рабочих на одном рабочем месте при неизменных орудиях и предметах труда и без переналадки оборудования.
1. Агарков А. П., Аникин Б. А. Эффективность организации и управления инструментальным хозяйством предприятия. М., 2000.
2. Акбердина Р. Э. Система экономики и планирования ремонтного
производства на предприятии. Свердловск, 1990.
3. Алиев В. Г. НТП и подготовка производства. М.: Экономика, 1987.
4. Антонов Г. А. Экономические проблемы повышения качества. М.,
1990.
5. Базилевич Л. А. Автоматизация организационного проектирования. Л., 1999.
6. Батура В. И. Организация управления качества продукции в
условиях рынка. Мн., 2001.
7. Ильин А. И. Управление предприятием/Под общ. ред. М. И.
Плотницкого, А. С. Головачева. Мн., 1997.
8. Исикава К. Японские методы управления качеством. М., 2000.
9. Ковалев В. П. Транспортно-складское хозяйство. Мн., 1999.
10. Котел К. Организация производства на предприятии. М., 2000.
11. Лесное И. Г. Управление качеством продукции. М., 1990.
12. Математические методы в макро- и микроэкономике. Мн., 1997.
13. Мескон М. Основы менеджмента. М., 2001.
14. Мероненко А. А. Управление эффективностью и качеством работы. Киев., 1999.
15. Никсон Ф. Роль предприятия в обеспечении качества и надежности. М., 1999.
16. Пирогов К. М. и др. Организация, планирование и управление
производством на предприятиях текстильного машиностроения. М., 2000