Система КАНБАН
Система КАНБАН разработана группой японских менеджеров. Эта система использует в основе систему «Точно в срок» — поставка необходимой продукции в требуемом количестве в требуемый срок – служит для оперативного управления производством.
Сущность системы КАНБАН заключается в том, что на все производственные участки предприятия, включая линии конечной сборки, строго по графику поставляется именно то количество сырья, материалов, которое действительно необходимо для ритмичного выпуска, точно определенного объема продукции. Средством для передачи приказа о поставке определенного количества конкретных изделий служит сигнал ярлык в виде специальной карточки в пластиковом конверте. При этом используются карточки отбора и карточка производственного заказа.
Карточка отбора содержит: вид и количество изделий, которые должны поступить с предшествующего участка.
Карточка производственного заказа содержит: вид и количество продукции, которая должна быть изготовлена на предшествующей технологической стадии
Карточка поставщика содержит: инструкции по поставки комплектующих изделий, карточка поставщика является разновидностью карточкой отбора.
Сигнальная карточка используется для описания партий изделия. Такая карточка прикрепляется к контейнеру с партией изделий. Они бывают 2 видов: карточка-требование на отпуск материала и карточка-заказ на изготовление (треугольной формы).
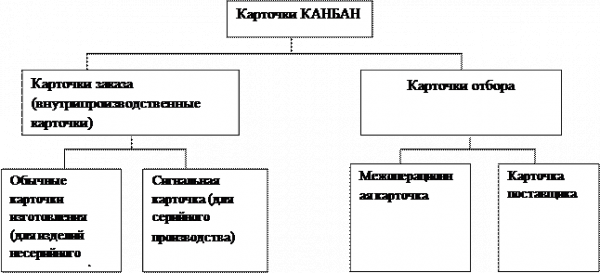
Рис. 4 – Основные виды карточек КАНБАН
Правила КАНБАН:
1. Последующий технологический этап должен вытягивать необходимые изделия с предыдущего в необходимом количестве в нужном месте в строго определенное время:
- любое перемещение без карточек запрещается;
- любой отбор, превышающий количество карточек, запрещается;
- количество карточек должно соответствовать количеству продукции.
2. На участке выпускается такое количество, которое «вытягивается» последующим участком:
- производство в больших количествах запрещено;
- последовательность изготовления соответствует последовательности поступления карточек.
3. Бракованная продукция не должна поступать на следующий участок
4. Карточки должны использоваться для приспособления производства к изменениям спроса.
5. Число карточек КАНБАН должно быть минимальным, так как их число отражает максимальный запас деталей и узлов.
Учёт движения готовой продукции и её продажа
... готовой продукции на анализируемом предприятии. Дипломная работа написана на 65 листах и состоит из введения, трех глав, разбитых на параграфы, заключения и списка использованной литературы. 1.1 Задачи бухгалтерского учета движения готовой продукции ... получение прибыли. Готовая продукция - конечный результат производственного цикла, предназначенный для продажи . Это изделия и полуфабрикаты, ...
Системы управления запасами на фирмах
В условиях обострившейся конкуренции среди мер, с помощью которых можно обеспечить рационализацию производства и усовершенствовать его технологию, следует выделить снижение длительности производственного цикла и времени хранения запасов в цехах и на складах. Применяемые в настоящее время системы управления производством не всегда удовлетворяют требованиям рынка. К их основным недостаткам следует отнести:
- слишком большие отклонения сметного планирования от реального положения дел, несмотря на значительные затраты на электронную обработку данных и систему в целом;
219
отсутствие возможностей эффективно влиять на производительность, длительность производственного цикла и необходимый уровень запасов;
- недостаточная свобода действий планирующих структур и связанных с планированием сотрудников.
Как показывает зарубежный опыт, в промышленно развитых странах эффективное время обработки детали составляет максимально 20% от времени производственного цикла. Это свидетельствует о весьма длительном нахождении детали в производстве в полуготовом виде и приводит к созданию больших запасов, а соответственно и росту затрат на них. Исследования, проводимые в ряде западных стран, дают основания утверждать, что ожидаемая прибыль от каждого процента сокращения уровня запасов может быть приравнена к 10-процентному росту оборота.
В настоящее время значительно возросли требования рынка к параметрам изделий, и прежде всего к их качеству. Произошло это вследствие преобладания предложения над спросом, наличия избыточных производственных мощностей и т.д. Отсюда следует, что успеха в конкурентной борьбе может достигнуть тот, кто наиболее рациональным образом построил свое производство, так что его экономические показатели находятся на оптимальном уровне. Эта цель достигается, кроме прочих мер, путем:
- снижения затрат, связанных с созданием и хранением запасов;
- сокращения времени поставок;
- более четкого соблюдения сроков поставки;
- увеличения гибкости производства, его приспособленности к условиям рынка;
- повышения качества изделий;
- увеличения производительности.
В последние годы произошло заметное усовершенствование методов производства, что позволило снизить производственные расходы. Дальнейшая экономия средств, как уже отмечалось, может быть достигнута, если будут реализованы резервы, заложенные в рационализации процессов, обеспечивающих производство. Прежде всего это относится к оптимизации запасов. Решения, принимаемые руководством фирм в этой области, в конечном счете касаются каждого отдельного вида товара или предмета хранения, конкретная единица которых, подлежащая контролю, называется единицей учета запасов (е. у. з.)1.
220
Изучение реально действующих систем управления запасами, состоящих из многих е. у. з., показало, что существует статистическая закономерность, определяющая размеры потребности в видах товаров, представленных в запасах. Типично положение, когда примерно на 20% е. у. з. приходится 80% объема спроса в денежном выражении. При этом для запасов товаров широкого потребления характерна меньшая концентрация е. у. з. высокой стоимости, чем для запасов товаров промышленного назначения. Отсюда следует, что все е. у. з., составляющие запасы фирмы, не должны контролироваться на одном уровне.
Повышение эффективности оперативного управления производством учхоза УГСХА
... связи с поставленной целью задачами работы являются: 1. Изучение организационно-экономической характеристики предприятия. 2. Анализ осуществления оперативного управления производством. 3. Разработка предложений по совершенствованию оперативного управления производством на базе диспетчеризации. Глава 1. ...
Данный вывод является одним из наиболее важных, и его необходимо учитывать при управлении многими видами запасов при условии, что они рассматриваются изолированно друг от друга. Это помогает идентифицировать наиболее важные е. у. з., находящиеся в запасах. Они получают приоритет при распределении времени в процессе управления товарно-материальными запасами в любой рассматриваемой системе. Однако относительный приоритет, которым пользуется та или иная продукция, часто меняется, так как спрос на нее, как и ее стоимость, не остаются постоянными. Это значит, что распределение по стоимости единиц учета товаров представляет собой динамическое, а не статичное понятие.
Благодаря активизации ряда факторов, в том числе и внедрению логистики, многие современные предприятия последовательно связаны друг с другом, производство и система запасов приобретают взаимозависимый характер. В такой ситуации управление производством означает организацию работы не только каждого звена в отдельности, но и всех вместе как единого целого. Анализируя систему производственных заказов, многие фирмы стали исходить из метода комплексного регулирования, позволяющего гармонично соединить все звенья и соизмерить объемы производства и запасов. Для этого, по мнению руководства фирм, важно снизить их колебания на каждой стадии путем точного прогнозирования спроса на продукцию и проведения такой политики заказов, которая позволила бы сбалансировать изменения спроса. Кроме того, для достижения искомого соответствия на каждой стадии все расхождения необходимо регистрировать, и информация о них путем использования обратной связи должна учитываться в исходном производственном плане с последующей возможностью корректировки.
В целях снижения на каждой стадии соразмерности объемов производства и товарно-материальных запасов в настоящее время наиболее широко применяется такой метод контроля, как обратная
221
связь в системе производственных запасов. Благодаря целенаправленному применению организационных, плановых и контрольных мероприятий возможно, с одной стороны, воспрепятствовать созданию излишних запасов, а с другой — устранить такой недостаток, как отсутствие готовности к поставкам.
Логистический подход к управлению товарно-материальными запасами предусматривает отказ от функционально-ориентированной концепции в этой области, так как она имеет следующие недостатки:
- проблемы, возникающие в связи с созданием и хранением запасов, часто решаются по принципу поиска виновного в другой структуре вместо выявления их истинных причин;
- функциональные звенья каждой организационной структуры разрабатывают собственную политику запасов, что не всегда согласовывается на более высоком уровне организации;
- производство, как правило, обеспечивается излишками товарно-материальных запасов.
Следовательно, проблема запасов не может быть решена, если отдельные функции организационной структуры будут развиваться некомплексно. Требование оптимизации запасов привело к необходимости разработать единую концепцию ответственности за товарно-материальные запасы.
С развитием логистики на фирмах началась перестройка управления материальными запасами, стала налаживаться их тесная координация с общим материальным потоком фирм. В соответствии с целями этой перестройки были созданы отделы материальных потоков, не зависящие от сектора складов производственного отдела предприятия. Среди экстренных задач, поставленных перед вновь созданными отделами, следует выделить «сведение до нуля погрешностей в складировании» и «передачу данных о состоянии складских запасов в масштабе реального времени». Принятые меры дали положительные результаты — произошло повышение эффективности транспортировки товаров и погрузочно-разгрузочных работ. Однако по мере рационализации материальных потоков на первый план выдвинулась проблема управления складскими запасами.
Для обеспечения бесперебойного процесса производства наря ду ...
... - зования оборотных фондов и фондов обращения, составляют оборотные средства предприятия. Состав оборотных средств предприятия иллюстрирует рис 1. Соотношение между отдельными элементами оборотных фон- дов (в %) или их составными частями называется структурой оборотных фондов. Структура оборотных фондов на промышлен ...
Учитывая потенциальное значение запасов, исследование логистической системы должно включать проблему управления запасами, которая конкретизируется в постановке следующих вопросов.
Какой уровень запасов необходимо иметь на каждом предприятии для обеспечения требуемого уровня обслуживания потребителя? .
В чем состоит компромисс между уровнем обслуживания потребителя и уровнем запасов в системе логистики?
222
Какой объем запасов должен быть создан на каждой стадии логистического и производственного процесса?
Должны ли товары отгружаться непосредственно с предприятия?
Каково значение компромисса между выбранным способом транспортировки и запасами?
Каков общий уровень запасов на данном предприятии, связанный со специфическим уровнем обслуживания?
Как меняются затраты на содержание запасов в зависимости от изменения числа складов?
Как и где следует размещать страховые запасы?
Интересным вариантом решения проблем складирования является «производство без складов», внедрение которого невозможно без кардинальных изменений во всем комплексе процессов, обеспечивающих производство, да и в самом производстве, и требует значительных финансовых затрат. При этом, как выяснилось, необходимо было решить несколько задач, среди которых прежде всего выделим задачу создания высокоточной информационной системы складирования, позволяющей использовать банк данных в реальном масштабе времени. При использовании данной системы продукция выпускается лишь в объеме, обеспечивающем сбыт. Исходное сырье и материалы закупаются только в размерах, необходимых для удовлетворения спроса. В обратной форме эту систему можно свести к формуле: «производится только необходимая продукция, только когда это требуется, и только в требуемом объеме».
Ранее, когда производство работало на стабильный рынок, оно могло существовать без учета этих факторов. В условиях же постоянного снижения стабильности рынка и активного отслеживания спроса дорогостоящие резервные запасы вытесняются системой информации и надлежащей организацией управления, дающими большой эффект. В связи с этим логистика снабжения не может абстрагироваться от того, что происходит на конечных стадиях производства. Причем ключевым фактором является знание положения на рынке и условий доступа на него.
Последние новшества в сфере производства таковы: дифференциация продукции на возможно более поздней стадии производства (на базе использования максимально однотипных комплектующих); использование выгод массового производства не на стадии сборки, а на стадии изготовления комплектующих изделий; стремление к максимальному удовлетворению потребностей клиента на этапе выбора товара для производства. Все это требует гибкости производства на цеховом уровне, достигаемой как за счет расширения возможностей по переналадке оборудования, так и благодаря
Аудит незавершенного производства
... учитывать, что суммы остатков незавершенного производства, определенные на конец месяца, учитываются при распределении прямых расходов АУДИТ НЕЗАВЕРШЕННОГО ПРОИЗВОДСТВА К незавершенному производству согласно п. 63 ... финансовой отчетности незавершенное производство относится к группе статей "Запасы", однако в п.4 ПБУ 5/01 "Учет материально - производственных запасов", утвержденного Приказом ...
223
применению новых методов управления запасами — «канбан» и «точно в срок».
Суть системы «канбан» состоит в том, чтобы наличные запасы по своему количеству соответствовали потребностям начальной стадии производственного процесса, а не накапливались, как прежде. На предприятиях фирмы «Тойота» решение данной проблемы сводилось к минимизации сравнительно небольших партий поставляемых материалов и комплектующих и времени операций. Масштабы межоперационного складирования сокращаются вследствие синхронизации операций и нивелировки объемов перерабатываемых на каждом этапе предметов труда. Что касается складирования готовой продукции, то его объем снижается путем сокращения срока продолжительности каждой операции, и прежде всего срока замены инструмента.
Одним из методов сокращения запасов, повышения гибкости производства и возможности противостояния возрастающей конкуренции стал метод «точно в срок», получивший наибольшее распространение в США и странах Западной Европы. Применение этого метода в хозяйственной практике нами уже рассматривалось (см. раздел 4.2).
В данном же контексте следует выделить и охарактеризовать принципиальную идею метода, которая базируется на трех предпосылках (их правильность была многократно подтверждена эмпирическим путем)1.
Во-первых, предполагается, что заявкам потребителей готовой продукции должны соответствовать не ее предварительно накопленные запасы, а производственные мощности, готовые перерабатывать сырье и материалы, поступающие почти «с колес». Вследствие этого объем производственных запасов, квалифицируемый как замороженные мощности, минимизируется. Во-вторых, в условиях минимальных запасов необходима непрерывная рационализация организации и управления производством, ибо высокий объем запасов нивелирует, в известном смысле маскирует ошибки и недостатки в этой области, узкие места производства, несинхронизированные операции, неиспользуемые производственные мощности, ненадежную работу поставщиков и посредников. В-третьих, для оценки эффективности производственного процесса, помимо уровня затрат и производительности фондов, следует учитывать срок реализации заявки, так называемую длительность полного производственного цикла. Короткие сроки реализации заявок облегчают
224
управление предприятием и способствуют росту его конкурентоспособности благодаря возможности оперативного и гибкого реагирования на изменения внешних условий.
В противоположность традиционным методам управления, в соответствии с которыми центральное звено планирования производства выдает производственные задания всем отделам и промышленным подразделениям, при методе «точно в срок» централизованное планирование касается только последнего звена логистической цепи, т. е. склада готовой продукции. Все другие производственные и снабженческие единицы получают распоряжения непосредственно от очередного звена, находящегося ближе к концу логистической цепи. К примеру, склад готовых изделий дал заявку (что равнозначно выдаче производственного задания) на определенное число изделий в монтажный цех, монтажный цех отдает распоряжение об изготовлении подузлов цехам обработки и отделу кооперирования и т.д. (рис. 7.1).
Управление заказами в логистической системе
... поставки. Формирование товарных (грузовых) потоков. Управление товарными (грузовыми) потоками за пределами логистической системы. Цель курсовой работы – изучить особенности управления заказами в логистической системе., Глава 1. Теоретические основы управления заказами в логистической системе. Управление заказами - это деятельность, осуществляемая в ...
Рис. 7.1. Управление производством:
- а — в традиционной системе; б- в системе «точно в срок»
Это означает, что производственное задание всегда выдается подразделению, использующему (или обрабатывающему) данную деталь. Тем самым материалопоток от «источника» к «потребителю» предваряется потоком информации в обратном направлении, т. е. производству «точно в срок» предшествует информация «точно в срок».
Практика показывает, что для эффективного внедрения стратегии «точно в срок» необходимо изменение способа мышления целого
225
коллектива, занимающегося вопросами производства и сбыта. Традиционный стереотип мышления типа «чем больше, тем лучше» должен быть заменен схемой «чем меньше, тем лучше», если речь идет об уровне запасов, использовании производственных мощностей, продолжительности производственного цикла или о величине партии продукции.
Результаты анализа, проведенного по внедрению концепции «точно в срок» на западноевропейских предприятиях, являются многообещающими. Усредненные данные, полученные более чем на 100 обследованных объектах (отдельные проекты функционируют на фирмах непрерывно от 2 до 5 лет), таковы1:
- запасы незавершенного производства сократились более чем на 80%;
- запасы готовой продукции снизились примерно на 33%;
- объем непроизводственных запасов (материалов и полученных по кооперации деталей) колебался от 4 часов до 2 дней по сравнению с 5-15 днями до внедрения метода «точно в срок»;
- продолжительность производственного цикла (срок реализации заданий всей логистической цепи) сократилась примерно на 40%;
- производственные издержки снизились на 10-20%;
- значительно повысилась гибкость производства.
Затраты, связанные с подготовкой и внедрением стратегии «точно в срок», относительно невелики и окупались, как правило, уже через несколько месяцев функционирования этой системы. Использование стратегии «точно в срок» дает и другие выгоды, в том числе неэкономического характера. Например, создание прозрачной структуры материалопотоков в виде промежуточных звеньев способствует широкому внедрению технологии типа СИМ (Computer Integrated Manufacturing, CIM).
Использование принципов системы «точно в срок» оказывает также положительное влияние на долгосрочную инвестиционную политику предприятия, которая в данном случае отдает предпочтение машинам и оборудованию, связанным с гибкой автоматизацией производственных, транспортных и контрольных процессов.
В течение последних 15 лет в промышленно развитых странах было разработано множество моделей, имеющих отношение к различным вопросам управления запасами2. При помощи моделирования доказывается эффективность применяемых мер в процессе
226
производства или выполнения производственной программы, поскольку могут быть измерены периоды прохождения продукта через всю технологическую линию. При помощи моделирования можно также проверить проекты гибких производственных участков, обслуживаемых автоматическими транспортными средствами, оценить затраты на материально-техническое снабжение производства. Проектирование складов с применением компьютера дает возможность получить информацию об их оптимальной системе, величине необходимых капиталовложений и затратах на эксплуатацию складов.
Логистическое управление запасами на производственном предприятии
... ресурсов. Информационную базу работы составляют: учебники отечественных и зарубежных специалистов в области логистики и экономики предприятия, материалы периодической печати по наиболее значимым особенностям управления запасами на современном этапе, данные бухгалтерской ...
Фирмы часто используют математические модели для выбора уровня запасов путем балансирования затрат на подготовительные операции или расходов на выполнение заказа и сопоставления затрат при дефиците запасов с затратами на их хранение. Затраты на хранение запасов включают в себя не только затраты на содержание запасов на складе, издержки вследствие порчи продукции и морального износа, но и упущенную выгоду, т. е. норму прибыли, которую можно было бы получить, используя другие возможности инвестирования при эквивалентном риске.
Один из вариантов снижения риска при хранении запасов — использование технологий, основанных на внедрении систем гибкого производства, его роботизации. В данном случае преимуществом является сокращение времени и затрат на подготовительные операции. Это делает экономически выгодным изготовление изделий небольшими партиями, что особенно важно в условиях жесткой конкуренции и постоянных изменений требований рынка. При этом одновременно существенно снижается и риск морального устаревания запасов
Основные системы управления запасами
Логистическая система управления запасами проектируется с целью непрерывного обеспечения потребителя каким-либо видом материального ресурса. Реализация этой цели достигается решением следующих задач:
- учет текущего уровня запаса на складах различных уровней (см. рис. 7.4 и 7.5);
- определение размера гарантийного (страхового) запаса (см. рис. 7.8);
- расчет размера заказа;
- определение интервала времени между заказами.
Для ситуации, когда отсутствуют отклонения от запланированных показателей и запасы потребляются равномерно, в теории управления запасами разработаны две основные системы управления, которые решают поставленные задачи, соответствуя цели непрерывного обеспечения потребителя материальными ресурсами. Такими системами являются:
1) система управления запасами с фиксированным размером заказа;
2) система управления запасами с фиксированным интервалом времени между заказами.
236
7.5.1. Система с фиксированным размером заказа
Само название говорит об основополагающем параметре системы. Это — размер заказа. Он строго зафиксирован и не меняется ни при каких условиях работы системы. Определение размера заказа является поэтому первой задачей, которая решается при работе с данной системой управления запасами.
В отечественной практике зачастую возникает ситуация, когда размер заказа определяется по каким-либо частным организационным соображениям. Например, удобство транспортировки или возможность загрузки складских помещений. Между тем в системе с фиксированным размером заказа объем закупки должен быть не только рациональным, но и оптимальным, т. е. самым лучшим. Поскольку мы рассматриваем проблему управления запасами в логистической системе отдельной организации или экономики в целом, то критерием оптимизации должен быть минимум совокупных затрат на хранение запасов и повторение заказа. Данный критерий учитывает три фактора, действующих на величину названных совокупных затрат:
Разработка системы управления запасами в логистике закупок строительной ...
... предприятии внедрена система управления окружающей средой (СУОС) – экологический менеджмент в организациях строительной отрасли. Как известно, строительные работы неизбежно ... логистической подсистемы закупок, влияющие на эффективность управления запасами; - разработать модели управления запасами для дорогих по стоимости материальных ресурсов па основе определения оптимального размера заказа ...
- используемая площадь складских помещений;
- издержки на хранение запасов;
- стоимость оформления заказа.
Эти факторы тесно взаимосвязаны между собой, причем само направление их взаимодействия неодинаково в разных случаях. Желание максимально сэкономить затраты на хранение запасов вызывает рост затрат на оформление заказов. Экономия затрат на повторение заказа приводит к потерям, связанным с содержанием излишних складских помещений, и, кроме того, снижает уровень обслуживания потребителя. При максимальной загрузке складских помещений значительно увеличиваются затраты на хранение запасов, более вероятен риск появления неликвидных запасов.
Использование критерия минимизации совокупных затрат на хранение запасов и повторный заказ не имеют смысла, если время исполнения заказа чересчур продолжительно, спрос испытывает существенные колебания, а цены на заказываемые сырье, материалы, полуфабрикаты и прочее сильно колеблются. В таком случае нецелесообразно экономить на содержании запасов. Это, вероятнее всего, приведет к невозможности непрерывного обслуживания потребителя, что не соответствует цели функционирования логистической системы управления запасами. Во всех других ситуациях определение оптимального размера заказа обеспечивает уменьшение издержек на хранение запасов без потери качества обслуживания.
237
Оптимальный размер заказа по критерию минимизации совокупных затрат на хранение запаса и повторение заказа рассчитывается по формуле (она называется формулой Вильсона):
ОРЗ = √2ASi
(7.1)
где ОРЗ — оптимальный размер заказа, шт.;
- А — затраты на поставку единицы заказываемого продукта, руб.;
- S — потребность в заказываемом продукте, шт.;
- i — затраты на хранение единицы заказываемого продукта, руб./шт.
Затраты на поставку единицы заказываемого продукта (А) включают следующие элементы:
- стоимость транспортировки заказа;
- затраты на разработку условий поставки;
- стоимость контроля исполнения заказа;
- затраты на выпуск каталогов;
- стоимость форм документов.
Формула (7.1) представляет собой первый вариант формулы Вильсона. Он ориентирован на мгновенное пополнение запаса на складе. В случае если пополнение запаса на складе производится за некоторый промежуток времени, то формула (7.1) корректируется на коэффициент, учитывающий скорость этого пополнения:
OP3 = √2AS
ik
(7.2)
где k — коэффициент, учитывающий скорость пополнения запаса на складе.
Порядок расчета всех параметров системы управления запасами с фиксированным размером заказа приведен в табл. 7.1. Исходные данные для расчета параметров системы следующие:
- потребность в заказываемом продукте, шт.;
- оптимальный размер заказа, шт.;
- время поставки, дни;
- возможная задержка поставки, дни.
Гарантийный (страховой) запас позволяет обеспечивать потребность на время предполагаемой задержки поставки. При этом под возможной задержкой поставки подразумевается максимально возможная задержка. Восполнение гарантийного запаса производится
Управление запасами
... управления материальным потоком являются уже прерогативой заготовительной логистики. К задачам заготовительной логистики относятся следующие [3]: изучение рынка материальных ресурсов; формирование заказов; нормирование запасов и организация их хранения; заключение договоров поставки ...
238
Таблица 7. 1
Расчет параметров системы управления запасами с фиксированным размером заказа№
п/п Показатель Порядок расчета
1 Потребность, шт. —
2 Оптимальный размер заказа, шт. См. формулы (7.1) и (7.2)
3 Время поставки, дни —
4 Возможная задержка поставки, дни —
5 Ожидаемое дневное потребление, шт./день [1] : [Количество рабочих дней]
6 Срок расходования заказа, дни [2] : [5]
7 Ожидаемое потребление за время поставки, шт. [3] × [5]
8 Максимальное потребление за время поставки, шт. ([3] + [4]) × [5]
9 Гарантийный запас, шт. [8] — [7]
10 Пороговый уровень запаса, шт. [9] + [7]
11 Максимальный желательный запас, шт. [9] + [2]
12 Срок расходования запаса до порогового уровня, дни ([11] -[10]): [5]
в ходе последующих поставок через использование второго расчетного параметра данной системы — порогового уровня запаса.
Пороговый уровень запаса определяет уровень запаса, при достижении которого производится очередной заказ. Величина порогового уровня рассчитывается таким образом, что поступление заказа на склад происходит в момент снижения текущего запаса до гарантийного уровня. При расчете порогового уровня задержка поставки не учитывается.
Третий основной параметр системы управления запасами с фиксированным размером заказа — максимальный желательный запас. В отличие от предыдущих двух параметров он не оказывает непосредственного воздействия на функционирование системы в целом. Этот уровень запаса определяется для отслеживания целесообразной загрузки площадей с точки зрения критерия минимизации совокупных затрат. Графическая иллюстрация функционирования системы с фиксированным размером заказа приведена на рис. 7.9.
7.5.2. Система с фиксированным интервалом времени между заказами
Система с фиксированным интервалом времени между заказами — вторая и последняя система управления запасами, которая относится к основным. Классификация систем на основные и
239
Рис. 7.9. График движения запасов в системе управления запасами с фиксированным размером заказа
прочие вызвана тем, что две рассматриваемые системы (пп. 7.5.1 и 7.5.2) лежат в основе всевозможных иных систем управления запасами. В системе с фиксированным интервалом времени между заказами, как ясно из названия, заказы делаются в строго определенные моменты времени, которые отстоят друг от друга на равные интервалы, например один раз в месяц, один раз в неделю, один раз в 14 дней и т. п.
Определить интервал времени между заказами можно с учетом оптимального размера заказа, расчет которого объяснен в п. 7.5.1. Оптимальный размер заказа позволяет минимизировать совокупные затраты на хранение запаса и повторение заказа, а также достичь наилучшего сочетания взаимодействующих факторов, таких, как используемая площадь складских помещений, издержки на хранение запасов и стоимость заказа. Расчет интервала времени между заказами можно производить следующим образом:
I = N : S
ОРЗ
(7.3)
где N — количество рабочих дней в году, дни;
- S — потребность в заказываемом продукте, шт.;
- ОРЗ — оптимальный размер заказа, шт.
Полученный с помощью формулы (7.3) интервал времени между заказами не может рассматриваться как обязательный к применению. Он может быть скорректирован на основе экспертных оценок.
240
Например, при полученном расчетном результате (4 дня) возможно использовать интервал в 5 дней, чтобы производить заказы один раз в неделю.
Порядок расчета всех параметров системы управления запасами с фиксированным интервалом времени между заказами представлен в табл. 7.2. Исходные данные для расчета параметров системы следующие:
- потребность в заказываемом продукте, шт.;
- интервал времени между заказами, дни;
- время поставки, дни;
- возможная задержка поставки, дни.
Таблица 7.2
Расчет параметров системы управления запасами с фиксированным интервалом времени между заказами№
п/п Показатель Порядок расчета
1 Потребность, шт. —
2 Интервал времени между заказами, дни См. формулу (7.3) и комментарий к ней
3 Время поставки, дни —
4 Возможная задержка поставки, дни —
5 Ожидаемое дневное потребление, шт./день [1] : [Количество рабочих дней]
6 Ожидаемое потребление за время поставки, шт. [3] х [5]
7 Максимальное потребление за время поставки, шт. ([3] + [4]) × [5]
8 Гарантийный запас, шт. [7] — [6]
9 Максимальный желательный запас, шт. ([8] + [2]) × [5]
10 Размер заказа, шт. См. формулу (7.4)
Гарантийный (страховой) запас, как и для случая, о котором говорилось выше, позволяет обеспечивать потребность на время предполагаемой задержки поставки (под возможной задержкой поставки также подразумевается максимально возможная задержка).
Восполнение гарантийного запаса производится в ходе последующих поставок через пересчет размера заказа таким образом, чтобы его поставка увеличила запас до максимального желательного уровня. Графическая иллюстрация функционирования системы управления запасами с фиксированным интервалом времени между заказами представлена на рис. 7.10.
Так как в рассматриваемой системе момент заказа заранее определен и не меняется ни при каких обстоятельствах, постоянно
241
Рис. 7.10. График движения запасов в системе управления запасами с фиксированным интервалом времени между заказами
пересчитываемым параметром является именно размер заказа. Его вычисление основывается на прогнозируемом уровне потребления до момента поступления заказа на склад организации. Расчет размера заказа в системе с фиксированным интервалом времени между заказами производится по формуле:
РЗ = МЖЗ — ТЗ + ОП, (7.4)
где РЗ — размер заказа, шт.;
- МЖЗ — максимальный желательный запас, шт.;
- ТЗ — текущий запас, шт.;
- ОП — ожидаемое потребление за время поставки, шт.
Как видно из формулы (7.4), размер заказа рассчитывается таким образом, что при условии точного соответствия фактического потребления за время поставки ожидаемому поставка пополняет запас на складе до максимального желательного уровня. Действительно, разница между максимальным желательным и текущим запасом определяет величину заказа, необходимую для восполнения запаса до максимального желательного уровня на момент расчета, а ожидаемое потребление за время поставки обеспечивает Это восполнение в момент осуществления поставки.
242
7.5.3. Сравнение основных систем управления запасами
Можно предположить идеальную, сугубо теоретическую ситуацию, в которой исполнение заказа происходит мгновенно (другими словами, время поставки равно нулю).
Тогда заказ можно производить в момент, когда запасы материальных ресурсов на складе равны нулю. При постоянной скорости потребления обе рассмотренные системы управления запасами (с фиксированным размером заказа и с фиксированным интервалом времени между заказами) становятся одинаковыми, так как заказы будут производиться через равные интервалы времени, а размеры заказов всегда будут равны друг другу. Гарантийные запасы каждой из двух систем сведутся к нулю. Такая ситуация проиллюстрирована на рис. 7.11.
Рис. 7.11. График движения запасов в основных системах управления запасами при мгновенном исполнении заказа
Сравнение рассмотренных систем управления запасами приводит к выводу о наличии у них взаимных недостатков и преимуществ. Система с фиксированным размером заказа требует непрерывного учета текущего запаса на складе. Напротив, система с фиксированным интервалом времени между заказами требует лишь периодического контроля количества запаса. Необходимость постоянного учета запаса в системе с фиксированным размером заказа можно рассматривать как основной ее недостаток. Напротив, отсутствие постоянного контроля за текущим запасом в системе с фиксированным интервалом времени между заказами является ее основным преимуществом перед первой системой.
Следствием преимущества системы с фиксированным интервалом времени между заказами является то, что в системе с фиксированным размером заказа максимальный желательный запас всегда имеет меньший размер, чем в первой системе. Это приводит
243
к экономии на затратах по содержанию запасов на складе за счет сокращения площадей, занимаемых запасами, что, в свою очередь, составляет преимущество системы с фиксированным размером заказа перед системой с фиксированным интервалом времени между заказами. Преимущества и недостатки рассмотренных систем управления запасами сведены в табл. 7.3.
Таблица 7.3
Сравнение основных систем управления запасамиСистема Преимущества Недостатки
С фиксированным размером заказа Меньший уровень максимального желательного запаса
Экономия затрат на содержание запасов на складе за счет сокращения площадей под запасы Ведение постоянного контроля наличия запасов на складе
С фиксированным интервалом времени между заказами Отсутствие постоянного контроля наличия запасов
Высокий уровень максимального на складе желательного запаса
Повышение затрат на содержание запасов на складе за счет увеличения площадей под запас
244
6. Прочие системы управления запасами
Разобранные выше основные системы управления запасами базируются на фиксации одного из двух возможных параметров — размера заказа или интервала времени между заказами. В условиях отсутствия отклонений от запланированных показателей и равномерного потребления запасов, для которых разработаны основные системы, такой подход является вполне достаточным. Однако на практике чаще встречаются иные, более сложные ситуации. В частности, при значительных колебаниях спроса основные системы управления запасами не в состоянии обеспечить бесперебойное снабжение потребителя без значительного завышения объема запасов. При наличии систематических сбоев в поставке и потреблении основные системы управления запасами становятся неэффективными. Для таких случаев проектируются иные системы управления запасами, которые и названы в данном учебнике «прочими». Их составляют элементы основных систем управления запасами.
244
Каждая из основных систем имеет определенный порядок действий. Так, в системе с фиксированным размером заказа заказ производится в момент достижения порогового уровня запаса, величина которого определяется с учетом времени и возможной задержки поставки (см. табл. 7.1).
В системе с фиксированным интервалом времени между заказами размер заказа определяется исходя из наличного объема запасов и ожидаемого потребления за время поставки (см. табл. 7.2).
Различное сочетание звеньев основных систем управления запасами, а также добавление принципиально новых идей в алгоритм работы системы приводит к возможности формирования, по сути дела, огромного числа систем управления запасами, отвечающих самым разнообразным требованиям. Методические основы проектирования эффективных систем управления запасами будут рассмотрены в разделе 7.7. Здесь же мы подробнее остановимся на двух наиболее распространенных прочих системах:
1) системе с установленной периодичностью пополнения запасов до постоянного уровня;
2) системе «минимум-максимум».
7.6.1. Система с установленной периодичностью пополнении запасов до постоянного уровня
В данной системе, как и в системе с фиксированным интервалом времени между заказами, входным параметром является период времени между заказами. В отличие от основной системы она ориентирована на работу при значительных колебаниях потребления. Чтобы предотвратить завышение объема запасов, содержащихся на складе, или их дефицит, заказы производятся не только в установленные моменты времени, но и при достижении запасом порогового уровня. Таким образом, рассматриваемая система включает в себя элемент системы с фиксированным интервалом времени между заказами (установленную периодичность оформления заказа) и элемент системы с фиксированным размером заказа (отслеживание порогового уровня запасов).
Порядок расчета всех параметров системы представлен в табл. 7.4, Исходные данные для расчета параметров системы таковы:
- потребность в заказываемом продукте, шт.;
- интервал времени между заказами, дни;
- время поставки, дни;
- возможная задержка поставки, дни.
245
Таблица 7.4
Расчет параметров системы управления запасами с установленной переодичностью наполнения запасов до постоянного уровня№
п/п Показатель Порядок расчета
1 Потребность, шт. —
2 Интервал времени между заказами, дни См. формулу (7.3) и комментарий к ней
3 Время поставки, дни —
4 Возможная задержка поставки, дни —
5 Ожидаемое дневное потребление, шт./день [1]: [Количество рабочих дней]
6 Ожидаемое потребление за время поставки, шт. [3] × [5]
7 Максимальное потребление за время поставки, шт. ([3] + [4]) × [5]
8 Гарантийный запас, шт. [7] — [6]
9 Пороговый уровень запаса, шт. [8] + [6]
10 Максимальный желательный запас, шт. ([9] + [2]) × [5]
11 Размер заказа, шт. См. формулы (7.4) и (7.5)
Для определения интервала времени между заказами (или периодичности пополнения запасов) можно воспользоваться рекомендациями для расчета интервала времени между заказами, которые даны в п. 7.5.2.
Гарантийный (страховой) запас позволяет обеспечивать потребителя в случае предполагаемой задержки поставки. Под возможной задержкой поставки, как уже отмечалось, подразумевается максимально возможная задержка. Восполнение гарантийного запаса производится во время последующих поставок через пересчет размера заказа таким образом, чтобы его поставка увеличила запас до максимального желательного уровня. Гарантийный запас не оказывает непосредственного воздействия на функционирование системы в целом.
Из системы управления запасами с фиксированным размером заказа рассматриваемая система заимствовала параметр порогового уровня запаса. Пороговый уровень запаса определяет уровень запаса, при достижении которого производится очередной заказ. Величина порогового уровня рассчитывается исходя из значения ожидаемого дневного потребления таким образом, что поступление заказа происходит в момент снижения текущего запаса до гарантийного уровня. Таким образом, отличительной особенностью системы является то, что заказы делятся на две категорий. Плановые заказы
246
производятся через заданные интервалы времени. Возможны дополнительные заказы, если наличие запасов на складе доходит до порогового уровня. Очевидно, что необходимость дополнительных заказов может появиться только при отклонении темпов потребления от запланированных.
Максимальный желательный запас представляет собой тот постоянный уровень, пополнение до которого считается целесообразным. Этот уровень запаса косвенно (через интервал времени между заказами) связан с наиболее рациональной загрузкой площадей склада при учете возможных сбоев в поставках и необходимости бесперебойного снабжения потребления.
Постоянно рассчитываемым параметром системы управления запасами с установленной периодичностью пополнения запасов до постоянного уровня является размер заказа. Как и в системе с фиксированным интервалом времени между заказами, его вычисление основывается на прогнозируемом уровне потребления до момента поступления заказа на склад организации. Расчет размера заказа в рассматриваемой системе производится либо по формуле (7.4) (в зафиксированные моменты заказов), либо по формуле (7.5) (в момент достижения порогового уровня): РЗ = МЖЗ — ПУ + ОП, (7.5)
где РЗ — размер заказа, шт.;
- МЖЗ — максимальный желательный запас, шт.;
- ПУ — пороговый уровень запаса, шт.;
- ОП — ожидаемое потребление до момента поставки, шт.
Как видно из формулы (7.5), размер заказа рассчитывается таким образом, что при условии точного соответствия фактического потребления (до момента поставки) прогнозируемому поставка пополняет запас на складе до максимального желательного уровня.
Графическая иллюстрация функционирования системы управления запасами с установленной периодичностью пополнения запасов до постоянного уровня приведена на рис. 7.12.
7.6.2. Система «минимум-максимум»
Эта система, как и система с установленной периодичностью пополнения запасов до постоянного уровня, содержит в себе элементы основных систем управления запасами. Как и в системе с фиксированным интервалом времени между заказами, здесь используется постоянный интервал между ними. Система «минимум-максимум» ориентирована на ситуацию, когда затраты на учет запасов и издержки на оформление заказа настолько значительны,
247
Рис. 7.12. График движения запасов в системе управления запасами с установленной периодичностью пополнения запасов до постоянного уровня
что становятся соизмеримы с потерями от дефицита запасов. Поэтому в рассматриваемой системе заказы производятся не через каждый заданный интервал времени, а только при условии, что запасы на складе в этот момент оказались равными или меньше установленного минимального уровня. В случае выдачи заказа его размер рассчитывается так, чтобы поставка пополнила запасы до максимального желательного уровня. Таким образом, данная система работает лишь с двумя уровнями запасов — минимальным и максимальным, чему она и обязана своим названием.
Порядок расчета параметров системы «минимум-максимум» представлен в табл. 7.5. Исходные данные для расчета параметров системы таковы:
- потребность в заказываемом продукте, шт.;
- интервал времени между заказами, дни;
- время поставки, дни;
- возможная задержка поставки, дни.
Для определения интервала времени между заказами следует воспользоваться рекомендациями для расчета интервала времени между заказами, данными в п. 7.5.2;
248
Таблица 7.5
Расчет параметров системы управления запасами «минимум-максимум»№ п/п Показатель Порядок расчета
1 Потребность, шт. —
2 Интервал времени между заказами, дни См. формулу (7.3) и комментарий к ней
3 Время поставки, дни —
4 Возможная задержка поставки, дни —
5 Ожидаемое дневное потребление, шт./день [1] : [Количество рабочих дней]
6 Ожидаемое потребление за время поставки, шт. [3] × [5]
7 Максимальное потребление за время поставки, шт. ([3] + [4]) × [5]
8 Гарантийный запас, шт. [7] — [6]
9 Пороговый уровень запаса, шт. [8] + [6]
10 Максимальный желательный запас, шт ([9] + [2]) × [5]
11 Размер заказа, шт. См. формулу (7.5)
Гарантийный (страховой) запас позволяет обеспечивать потребителя в случае предполагаемой задержки поставки. Как и система с установленной периодичностью пополнения запасов до постоянного уровня, гарантийный запас используется для расчета порогового уровня запаса.
Пороговый уровень запаса в системе «минимум-максимум» выполняет роль «минимального» уровня. Если в установленный момент времени этот уровень пройден, т. е. наличный запас равен пороговому уровню, или не достигает его, то заказ оформляется. В противном случае заказ не выдается, и отслеживание порогового уровня, а также выдача заказа будут произведены только через заданный интервал времени.
Максимальный желательный запас в системе «минимум-максимум» выполняет роль «максимального» уровня. Его размер учитывается при определении размера заказа. Он косвенно (через интервал времени между заказами) связан с наиболее рациональной загрузкой площадей склада при учете возможных сбоев в поставках и необходимости бесперебойного снабжения потребления.
Постоянно рассчитываемым параметром системы «минимум-максимум» является размер заказа. Как и в предыдущих системах управления запасами, его вычисление основывается на прогнозируемом уровне потребления до момента поступления заказа на склад организации. Расчет размера заказа производится по формуле (7.5).
249
Графическая иллюстрация функционирования системы управления запасами «минимум-максимум» приведена на рис. 7.13.
Рис. 7.13. График движения запасов в системе управления запасами «минимум-максимум»