История человеческого общества непрерывно преобразовывается, и начавшись с каменного века, оно прошло через медный, бронзовый и наконец, железный века, оно достигло современного этапа, который, возможно, историки будущего назовут веком полимерным. Развитие научных и технических направлений в XIX столетии оказало мощное влияние на общество, общемировая численность населения начала резко расти, и для удовлетворения все возрастающих потребностей необходимо было создать совершенно новых материалов. Ими оказались полимерные соединения, имеющие широчайшее применение в производстве сначала бытовых товаров, а после и производственных.
Изначально пластмассами называли любые пластические материалы — глину, цемент, воск, стекло, смолу и т.п. Но с тех пор как производство синтетических высокомолекулярных соединений стало быстро расширяться, название «пластмасса» закрепилось за материалами, основой которых являются синтетические или природные высокомолекулярные соединения(полимеры).
Название «пластмассы» означает, что эти материалы под действием нагревания и давления способны формироваться и сохранять заданную форму после охлаждения или отвердения. Процесс формования сопровождается переходом пластически деформируемого (вязкотекучего) состояния встеклообразное (твёрдое) состояние.
Пластики появились в 1855 благодаря британскому химику Александру Паркесу, который хотел придумать дешевый заменитель дорогостоящей слоновой кости, из которой делались бильярдные шары. Результатом стало открытие первого пластификатора. Сперва, Паркес синтезировал нитроцеллюлозу, из которой сейчас делают лучшие мячи для настольного тенниса, но ее свойства не подходили для бильярдных шаров, так как материал оказался легкобьющимся. Нужна была добавка, которая смягчила бы его, не уменьшив главное полезное свойство- упругость, для решения этой задачи Паркес добавил в нитроцеллюлозу камфору. Смесь нитроцеллюлозы, камфоры и спирта подогревалась до текучего состояния, далее заливалась в форму и застывала при нормальном атмосферном давлении. Так на свет появился паркезин — первый полусинтетический пластик.
За прошедшие 160 лет химическая промышленность прошла очень далеко в создании новых типов пластмасс, пластмассы широко используются как в новейших, так древнейших отраслях промышленности, и на данный момент изделиями из пластмассы можно заменить большую часть изделий из традиционных материалов, либо дополнить их. Основными плюсами полимерных материалов является вариативность свойств, которыми можно их наделить, что могут быть заданы ещё на этапе разработки, простота изготовления, и низкая себестоимость.
Формы бухгалтерского учета и их развитие
... XVIII века стала господствующей, дошла до нашего времени и сохранила свои учебные (дидактические) возможности. От этой формы бухгалтерского учета пошла последующая эволюция форм бухгалтерского учета. В настоящее время применяются несколько форм бухгалтерского учета: Мемориально-ордерная форма. ...
Именно благодаря своим положительным качествам пластики стали основным материалом для товаров народного потребления. Все возрастающие потребности растущего числа населения Земли могут быть удовлетворены лишь благодаря использованию дешевым и простым материалам, чем и являются высокомолекулярные соединения самых распространенных природных ресурсов на планете. Наверное, уже почти не осталось людей в мире, которые не имеют у себя дома пластиковых вещей, таким человеком можно оказаться лишь специально ограничивая покупки изделий из полимеров. Но тут можно заметить закономерность, чем выше у людей уровень жизни, тем меньше они покупают продукции химической промышленности и больше “натуральных” товаров, которые чаще всего дольше служат или медленнее теряют свой первоначальный внешний вид. Связано это с одним из наиболее отрицательным качеством многих полимеров, они быстро деградируют под воздействием внешнего физического или химического воздействия. Те же пластики, что не имеют такого рода отрицательных свойств, чаще всего оказываются нерентабельными для применения, из-за их высокой стоимости. Иной проблемой является переработка пластмасс — несмотря, на то, что многие пластмассы легко перерабатываются после окончания срока в сырье, со свойствами близкими к первичному сырью, лишь малая часть, особенно в Российской Федерации, поступает на переработку в пластиковый гранулят, который будет использоваться в дальнейшем процессе производства готовой продукции.
Но общество не может удовлетворить современный спрос только лишь товарами, что произведеннены из органики (не совсем справедливо говорить, что пластмассы не могут быть органическими, примером может служить пластики на основе казеина),и поэтому ранее дорогие пластмассы начинают использоваться по мере упрощения технологий их производства. Возможно, скоро на рынке появятся невероятные на данный момент товары из пластмассы, например эко авто из полимеров с двигателем, использующим альтернативную энергию, которая так же выделяется с помощью полимеров.
Цель курсовой работы — показать экономические основы технологии производства пластмасс. Для того, чтобы достичь цели, необходимо решить ряд задач: описать основные сырьевые материалы для производства пластмасс; представить технологию производства пластмасс; перечислить виды и указать области применения пластмасс.
- Основные сырьевые материалы для производства пластмасс
1 Перечень, состав и свойства сырьевых материалов
Большое разнообразие видов пластмасс обусловлено различными свойствами высокомолекулярных соединений-полимеров, входящих в состав пластмасс. Они могу быть как органическими, так и неорганическими, их молекулярная структура может быть представлена как аморфным, так и кристаллическим типом.
Пластмассы имеют определенную классификацию, которая разделяет их по таким признакам:
По композиционному составу различают два вида пластмасс: ненаполненные (однородные) и наполненные(неоднородные).
Наполненные, в свою очередь делятся по типу наполнителя на: пресс-порошковые, слоистые, волокнистые, газонаполненные.
По природе связующего вещества: пластмассы на базе синтетических полимеров и пластмассы на базе природных полимеров.
По способу получения полимера: пластмассы на базе синтетических полимеров могут быть полимеризационными и поликонденсационными; пластмассы на базе природных полимеров могут получать полимеры из белковых веществ и эфиров целлюлозы.
Научно-технический прогресс и производство
... труда и повышение эффективности производства возникает лишь в процессе использования новых средств предметов труда, технологических и энергетических процессов, новых форм организации и управления производством. Вклад науки и ... уровня 1990 г. 2. Основные направления научно-технического прогресса Основные направления НТП — это такие направления развития науки и техники, реализация которых на практике ...
По отношению к нагреванию: пластмассы на базе полимеров из белковых веществ, эфиров целлюлозы и полимеризационные являются термопластичными, и лишь поликонденсационные пластмассы являются термореактивными.
По физико-химическим свойствам пластмассы делятся на три группы: жесткие, полужесткие и мягкие.
Одним из важнейших классификационных признаков является состав пластмасс. По этому признаку пластмассы подразделяются на ненацолненные и наполненные системы.
Однородные пластмассы состоят, как правило, только из высокомолекулярного вещества — полимерной смолы.
Неоднородные (композиционные) пластические массы помимо основного вещества — высокомолекулярного соединения- содержат различные добавки, позволяющие повысить уровень потребительских свойств материалов, их перерабатываемость, устойчивость к действию внешних факторов при эксплуатации их ранении улучшить эстетические и другие свойства. В качестве добавок, выполняющих такие функции, используются наполнители, пластификаторы, стабилизаторы, антиоксиданты (антиокислители), красители и другие компоненты.
Указанные ингредиенты вводятся в пластические массы от нескольких долей до нескольких десятков процентов от количестве полимерной смолы.
Одним из важнейших компонентов пластмасс являются наполнители, оказывающие большое влияние на такие важные свойства пластмасс как прочность, твердость, теплостойкость, теплопроводность, диэлектрические, электрические и другие свойства.
Следует отметить, что введение в полимерные композиции наполнителей не только повышает их свойства, но и снижает стоимость (особенно пресс-порошковых и волокнистых материалов), так как стоимость применяемых наполнителей, как правило, ниже стоимости полимерной смолы.
Содержание наполнителей в пластмассах, как правило, не превышает 50% (в расчете на полимерную смолу), составляя в отдельных случаях ~ 90%. Однако с увеличением содержания наполнителя в пресскомпозициях и волокнитах затрудняется переработка композиций, вследствие уменьшения их текучести.
Пластификаторы применяют для повышения пластичности, снижения хрупкости и расширения температурного интервала существования пластмасс в высокоэластическом состоянии. Пластификаторы должны хорошо совмещаться с полимерным связующим, иметь низкую летучесть и не должны мигрировать на поверхность («выпотевать») в процессе эксплуатации и хранения. В качестве пластификаторов используют эфиры карбоновых и фосфорных кислот, эпоксидированные соединения, нафтеновые минеральные масла и другие соединения. Содержание пластификаторов в композициях может изменяться в широких пределах и достигать 40-50 % от массы полимера.
Стабилизаторы применяют для защиты полимерного связующего от процессов старения, протекающих при переработке пластмасс, а также хранении и эксплуатации пластмасс и изделий на их основе. Основными видами стабилизаторов являются: термостабилизаторы — системы, тормозящие процессы термодеструкции; антиоксиданты, являющиеся ингибиторами окислительных процессов; антиозонанты — добавки, замедляющие процессы озонного старения; фотостабилизаторы фотоокислительной деструкции; антирады — системы, тормозящие протекание процессов, вызванных действием ионизирующих излучений.
Понятие и свойства ценных бумаг
... и свойств ценных бумаг. 2 Определение видов ценных бумаг. 3 Характеристика отдельных видов ценных бумаг. 4 Описание порядка обращения ценных бумаг. Актуальность выбранной темы состоит в том, что ценные бумаги, как ... отношении. При одних ценных бумагах, например, ордерном, чеке и сберегательной книжке на предъявителя, право из бумаги следует праву на бумагу, при других, например, именном векселе и ...
С целью образования на определенной стадии переработки пластмасс сетки поперечных связей между макромолекулами в пластмассовые композиции вводят сшивающие агенты — отвердители. В качестве отвердителей могут применяться различные полифункциональные соединения (диамины, гликоли, аминоспирты, кислоты и т.д.), а также инициаторы, ускорители и активаторы полимеризации.
Для получения материалов с желаемой структурой в пластмассовые композиции могу вводиться структурообразователи — добавки, оказывающие влияние на процессы формирования надмолекулярных структур. Такими регуляторами структурообразования могут служить тонкодисперсные порошкообразные оксиды и карбиды металлов, некоторые соли органических кислот, а также поверхностно-активные вещества. Содержание таких добавок составляет всего 0,1-1% от массы полимера.
Для получения пластмасс пористой структуры (поро- и пенопластов) в композиции могут вводиться порообразователи — добавки, вызывающие образование газообразных продуктов, либо за счет своего разложения, либо за счет протекания реакций с полимерным связующим.
Среди других добавок, вводимых в пластмассовые композиции ocобoe значение в последнее время приобрели антипирены — добавки, снижающие горючесть полимерного материала, затрудняющие его воспламенение, замедляющие процесс распространения в нем пламени или приводящие в оптимальных вариантах к его самозатуханию. В качестве антипиренов используют хлорсодержащие вещества, производные сурьмы, а также эфиры фосфорных кислот.
Входящие в состав пластических масс полимеры по происхождению делятся на природные (биополимеры), например белки, нуклеиновые кислоты, смолы природные, и синтетические, например полиэтилен, полипропилен, феноло-формальдегидные смолы. Атомы или атомные группы могут располагаться в макромолекуле в виде: открытой цепи или вытянутой в линию последовательности циклов; цепи с разветвлением; трёхмерной сетки. Полимеры, молекулы которых состоят из одинаковых мономерных звеньев, называются гомополимерами, например поливинилхлорид, поликапроамид, целлюлоза.
Макромолекулы одного и того же химического состава могут быть построены из звеньев различной пространственной конфигурации. Если макромолекулы состоят из одинаковых стереоизомеров или из различных стереоизомеров, чередующихся в цепи в определённой периодичности, П. называются стереорегулярными.
Полимеры, макромолекулы которых содержат несколько типов мономерных звеньев, называются сополимерами. Сополимеры, в которых звенья каждого типа образуют достаточно длинные непрерывные последовательности, сменяющие друг друга в пределах макромолекулы, называются блоксополимерами. К внутренним (неконцевым) звеньям макромолекулы одного химического строения могут быть присоединены одна или несколько цепей другого строения. Такие сополимеры называются привитыми.
Полимеры, в которых каждый или некоторые стереоизомеры звена образуют достаточно длинные непрерывные последовательности, сменяющие друг друга в пределах одной макромолекулы, называются стереоблоксополимерами.
Логистические цепи
... организованная таким образом, чтобы выполнялась заданная бизнес-цель. При этом не накладывается никаких жестких условий на линейную упорядоченность звеньев логистической цепи. Большинство отечественных исследователей придерживаются мнения, что логистическая цепь -- это ...
В зависимости от состава главной цепи полимеры делят на: гетероцепные, в основной цепи которых содержатся атомы различных элементов, чаще всего углерода, азота, кремния, фосфора, и гомоцепные, основные цепи которых построены из одинаковых атомов. Из гомоцепных полимеров наиболее распространены карбоцепные полимеры, главные цепи которых состоят только из атомов углерода, например полиэтилен, полиметил метакрилат, политетрафторэтилен. Примеры гетероцепных полимеров — полиэфиры (полиэтилентерефталат, поликарбонатыи др.), полиамиды, мочевино-формальдегидные смолы, белки, некоторые кремний органические полимеры. Полимеры, макромолекулы которых наряду с углеводородными группами содержат атомы неорганогенных элементов, называются элементоорганическими. Отдельную группу полимеров образуют неорганические полимеры, например пластическая сера, полифосфонитрилхлорид.
Свойства и важнейшие характеристики. Линейные полимеры обладают специфическим комплексом физико-химических и механических свойств. Важнейшие из этих свойств: способность образовывать высокопрочные анизотропные высокоориентированные волокна и плёнки; способность к большим, длительно развивающимся обратимым деформациям ;способность в высокоэластическом состоянии набухать перед растворением; высокая вязкость растворов. Этот комплекс свойств обусловлен высокой молекулярной массой, цепным строением, а также гибкостью макромолекул. При переходе от линейных цепей к разветвленным, редким трёхмерным сеткам и, наконец, к густым сетчатым структурам этот комплекс свойств становится всё менее выраженным. Сильно сшитые полимеры нерастворимы, неплавки и неспособны к высокоэластическим деформациям.
Полимеры могут существовать в кристаллическом и аморфном состояниях. Необходимое условие кристаллизации — регулярность достаточно длинных участков макромолекулы. В кристаллических полимерах возможно возникновение разнообразных надмолекулярных структур, тип которых во многом определяет свойства полимерного материала. Надмолекулярные структуры в незакристаллизованных (аморфных) полимеров менее выражены, чем в кристаллических.
Незакристаллизованные полимеры могут находиться в трёх физических состояниях: стеклообразном, высокоэластическом и вязкотекучем. Полимеры с низкой (ниже комнатной) температурой перехода из стеклообразного в высокоэластическое состояние называются эластомерами, с высокой — пластиками. В зависимости от химического состава, строения и взаимного расположения макромолекул свойства полимеров могут меняться в очень широких пределах. Так, полибутадиен, построенный из гибких углеводородных цепей, при температуре около 20 °С — эластичный материал, который при температуре — 60 °С переходит в стеклообразное состояние; полиметилметакрилат, построенный из более жёстких цепей, при температуре около 20 °С — твёрдый стеклообразный продукт, переходящий в высокоэластическое состояние лишь при 100 °С.
Целлюлоза — полимер с очень жёсткими цепями, соединёнными межмолекулярными водородными связями, вообще не может существовать в высокоэластическое состоянии до температуры её разложения. Большие различия в свойствах полимеров могут наблюдаться даже в том случае, если различия в строении макромолекул на первый взгляд и невелики. Так, стереорегулярный полистирол- кристаллическое вещество с температурой плавления около 235 °С, а нестереорегулярный (атактический) вообще не способен кристаллизоваться и размягчается при температуре около 80 °С.
Технология изготовления сварной конструкции «Рама»
... сварки получил название: дуговая сварка по способу - Словяного. Первая демонстрация состоялась в 1882 году. В настоящее время существует большое количество устройств для сварки, например: полуавтомат для дуговой сварки ... ремонтных работах используют ручную дуговую сварку, сварку исплавящимся электродом в среде защитных газов, наплавка автоматом под слоем флюса, плазменное напыление. 1. Общая часть ...
Полимеры могут вступать в следующие основные типы реакций: образование химических связей между макромолекулами (т.н. сшивание), например при вулканизации каучуков, дублении кожи; распад макромолекул на отдельные, более короткие фрагменты; реакции боковых функциональных групп П. с низкомолекулярными веществами, не затрагивающие основную цепь (т.н. полимераналогичные превращения); внутримолекулярные реакции, протекающие между функциональными группами одной макромолекулы, например внутримолекулярная циклизация. Сшивание часто протекает одновременно с деструкцией. Примером полимера аналогичных превращений может служить омыление поливинилацетата, приводящее к образованию поливинилового спирта. Скорость реакций полиров с низкомолекулярными веществами часто лимитируется скоростью диффузии последних в фазу полимеризации. Наиболее явно это проявляется в случае сшитых полимеров. Скорость взаимодействия макромолекул с низкомолекулярными веществами часто существенно зависит от природы и расположения соседних звеньев относительно реагирующего звена. Это же относится и к внутримолекулярным реакциям между функциональными группами, принадлежащими одной цепи.
Некоторые свойства полимеров, например растворимость, способность к вязкому течению, стабильность, очень чувствительны к действию небольших количеств примесей или добавок, реагирующих с макромолекулами. Так, чтобы превратить линейный полимер из растворимого в полностью нерастворимый, достаточно образовать на одну макромолекулу 1-2 поперечные связи.
Важнейшие характеристики полимеров — химический состав, молекулярная масса и молекулярно-массовое распределение, степень разветвлённости и гибкости макромолекул и др. Свойства полимеры существенно зависят от этих характеристик.
1.2 Способы производства или добычи сырьевых материалов
Получение полимеров. Природные полимеры образуются в процессе биосинтезав клетках живых организмов. С помощью экстракции, фракционного осаждения и др. методов они могут быть выделены из растительного и животного сырья. Синтетические полимеры получают в процессах полимеризации и поликонденсации. Карбоцепные полимеры обычно синтезируют полимеризацией мономеров с одной или несколькими кратными углеродными связями или мономеров, содержащих неустойчивые карбоциклические группировки (например, из циклопропана и его производных).
Гетероцепные полимеры получают поликонденсацией, а также полимеризацией мономеров, содержащих кратные связи углерод-элемент (например, С = О, Сº N, N = С = О) или непрочные гетероциклические группировки (например, в окисях олефинов, лактамах).
Одним из самых распространенных сырьевых материалов является нефть.
Сырая нефть проходит через устройство для перегонки и делится на 4 фракции:
Газы и нефтяные фракции
Тяжелые фракции
Легкие углеводороды
Циклогексан
Тяжелые фракции нефти проходят на установки для крекинга и каталитического риформинга.
Установки для крекинга делят тяжелые фракции нефти на метан, этилен, пропилен и бутены.
Метан является одним из компонентов мочевиноформальдегидных, меламиноформальдегидных и феноло-формальдегидных смол; а также перерабатывается в синильную кислоту из которой производится полиметилметакрилат и ацетилен, который является компонентом одного из самых распространенных пластиков — поливинилхлорид (ПВХ)
Организационно-правовые формы предприятий
... Цель курсовой работы (для теоретической части): определить основные проблемы выбора и функционирования организационно-правовой формы для предприятия. В соответствии с поставленной целью выделяются основные задачи: рассмотреть понятие и сущность организационно-правовых форм предприятия; описать основные организационно-правовые формы предприятий в ...
Этилен является основным компонентом полиэтилена-самого распространенного в мире пластика, а также перерабатывается в дихлорэтилен — другой компонент ПВХ(наряду с ацетиленом), этиленгликоль -производными которого являются полиуретан и полиэфирные пленки, и стирол из которого производят полистирол.
Пропилен является основой для изопропилового спирта (полиметилметакрилат), фенала (фрорполимеры), пропиленгликоля (полиуретан), эпихлоргидрин (эпоксидные смолы).
Бутен перерабатывается в метакролеин (который, в свою очередь является компонентом оргстекла) и малеиновый ангидрид (алкидные смолы).
Установки для каталитического риформинга преобразуют тяжелые фракции нефти в нафталин(полиэфирные смолы), бензол и толуол (полиамиды).
Легкие углеводороды перерабатываются в ацетат целлюлозы (этролы) и винилацетат
Капролактам и гексаметилендиамин производятся на основе циклогексана и бензола и являются основой для большой группы пластиков-полиамидов
2. Технологии производства пластмасс
2.1 Основные способы производства пластмасс
Литье под давлением
Это наиболее популярная технология переработки термопластичных материалов. Производство деталей осуществляется путем впрыска расплава пластмассового сырья под давлением в пресс-форму с последующим охлаждением.
Методом литья пластмасс осуществляют производство более тридцати процентов от общего объема изделий из пластмасс. Более пятидесяти процентов всего оборудования, которое применяется для переработки пластмасс, ориентировано для литья под давлением. Характерное отличие литья под давлением от остальных технологий — это высокая производительность. Данным способом изготавливаются изделия сложной формы, поэтому идеально подходит для массового производства пластмассовых деталей, важным требованием к которым является не только объемы производства, но и точные геометрические и/или оптические характеристики.
Для начала производства деталей с использованием данной технологии необходимо изготовление пресс-формы. Эта оснастка является достаточно сложной конструкцией, что обуславливает ее высокую стоимость и продолжительный срок ее изготовления (до 2-3 месяцев).
В зависимости от конфигурации будущего изделия пресс-форма может быть шиберная или бесшиберная. Наиболее важная характеристика пресс-формы — это ее ресурс, который, при использовании определенных марок стали, может доходить до 1 000 000 смыканий.
Для данной технологии используется сырье в форме пластиковых гранул, обладающих широким диапазоном физических и механических свойств.
Говоря о достоинствах данной технологии прежде всего нужно сказать о таком, как высокая точность получаемых изделий. Использование данной технологии позволяет получать большие тираж и изделий и относительная дешевизна единицы продукции.
Недостатком является высокая стоимость технологической оснастки — пресс-формы и достаточно продолжительный срок ее производства.
Экструзия (формование выдавливанием)
Это технология получения пластмассовых изделий, имеющая свои особенности.
Производство пластмассовых изделий осуществляется путем предварительной термической обработки пластмассового сырья и последующим продавливанием расплавленной пластмассы через формующее отверстие (экструзионную головку — фильеру) и дальнейшим охлаждением полученного изделия. С помощью данной технологии получают изделия с поперечным сечением нужной формы.
Экструзия, так же как и литье пластмасс под давлением, является достаточно популярным методом изготовления изделий из пластика. Практически все существующие виды пластмасс могут перерабатываться методом
Как правило, для экструзии пластиков применяются различные виды экструдеров. Это могут быть шнековые, червячные или дисковые экструдеры. Экструзионное производство помимо самого экструдера должно быть оснащено определенным вспомогательным оборудованием, в совокупности составляющие экструзионную линию.
Если Вам необходимо изготовление изделий из пластмасс, которые по всей своей длине имеют одинаковое поперечное сечение, то наиболее оптимальным для Вас будет использование технологии экструзии.
Вакуумная формовка
С помощью вакуумной формовки изготавливают различные изделия, такие, например, как блистерные упаковки. В данной технологии выделяют 2 основных этапа. Первый этап — это изготовление технологической оснастки. Второй — формовка полимерной пленки. Рассмотрим каждый этап подробнее.
Первый этап — изготовление оснастки. Технологическая оснастка представляет собой матрицу. Собственно на этой матрице и происходит вакуумная формовка. В зависимости от требований к проектируемому пластмассовому изделию, матрица может быть изготовлена из различных материалов. Это может быть дюралюминий, стеклопластик, древесноволокнистая плита. Окончательная стоимость данного этапа будет зависеть от затрат на расходные материалы, а также сильно зависит от конфигурации будущего изделия из пластика и соответственно сложности оснастки.
Второй этап — собственно сама вакуумная формовка. Схематически этот процесс выглядит так: полимерные листы помещаются в вакуум-формовочную машину, которая нагревает его до температуры начала плавления пластика, из которого выполнен лист. После нагрева листа происходит смыкание формовочной камеры, в которой находится изготовленная на первом этапе оснастка. В процессе вакуумной формовки разогретый лист облегает матрицу. Затем происходит обработка краев получившегося изделия, такое как обрезка или вырубка.
Наиболее часто в вакуумной формовке применяются такие полимерные листы как полистирол, полиэтилен, поливинилхлорид.
Вакуумная формовка является более доступной технологией изготовления полимерных изделий по сравнению с литьем пластмасс под давлением.
Механическая обработка
Пластические массы, по сравнению с металлами, обладают повышенной упругой деформацией, вследствие чего при обработке пластмасс применяют более высокие давления, чем при обработке металлов. Применять какую-либо смазку, как правило, не рекомендуют; только в некоторых случаях при окончательной обработке допускают применение минерального масла. Охлаждать изделие и инструмент следует струей воздуха. Пластические массы более хрупки, чем металлы, поэтому при обработке пластмасс режущими инструментами надо применить высокие скорости резания и уменьшать подачу. Износ инструмента при обработке пластмасс значительно больше, чем при обработке металлов, почему необходимо применять инструмент из высокоуглеродистой или быстрорежущей стали или же из твердых сплавов. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
Пластмасса может быть обработана на токарном станке, может фрезероваться. Для распиливания могут применяться ленточные пилы, дисковые пилы и карборундовые круги.
Ротационное формирование
Считается, что ротационное формование полимеров началось в конце 30-х годов прошлого века с появлением жидкого поливинилхлорида. Во время второй мировой войны по этой технологии кроме традиционных пляжных мячей и мягких игрушек стали производить колбы шприцов, мягкие бутылки, эластичные баллоны и воздушные подушки. Первое оборудование, применявшееся для ротационного формования, было весьма примитивным. И только в конце 50-х годов с появлением порошкового полиэтилена и установок, на которых обогрев форм производился при помощи газовых горелок, началось бурное развитие.
В основе технологии ротационного формования лежит достаточно простой принцип. Процесс начинается с загрузки определенного количества полимера (порошок, гранулы или жидкость) в полую форму, состоящую из двух стыкующихся частей. Затем ее вращают и/или раскачивают относительно двух осей на небольших скоростях, при этом также подвергают нагреву, в результате чего полимер налипает на внутреннюю поверхность и образует плотный однородный слой. На этапе охлаждения продолжается вращение, за счет чего изделие приобретает заданную форму. Когда стенка изготавливаемого продукта приобретает необходимую жесткость, вращение и охлаждение прекращаются и его удаляют. После этого форму можно использовать для повторения всего цикла изготовления. В отличие от других технологий при ротационном формовании давление в форме практически не отличается от атмосферного, и таким образом изделие не имеет остаточных напряжений, связанных с давлением.
Сварка
Соединение пластмасс между собой может осуществляться как механическим путем (с помощью болтов, заклепок, склеиванием, растворением с последующим высыханием), так и при помощи сварки. Из перечисленных способов соединения только при помощи сварки можно получить соединение без инородных материалов, а также соединение, которое по свойствам и составу будет максимально приближено к основному материалу. Поэтому сварка пластмасс нашла применение при изготовлении конструкций, к которым предъявляются повышенные требования к герметичности, прочности и другим свойствам.
Процесс сварки пластмасс состоит в образовании соединения за счет контакта нагретых соединяемых поверхностей. Он может происходить при определенных условиях:
1. Повышенная температура. Её величина должна достигать температуры вязкотекучего состояния.
2. Плотный контакт свариваемых поверхностей.
- Оптимальное время сварки — время выдержки.
Также следует отметить, что температурный коэффициент линейного расширения пластмасс в несколько раз больше, чем у металлов, поэтому в процессе сварки и охлаждения возникают остаточные напряжения и деформации, которые снижают прочность сварных соединений пластмасс. На прочность сварных соединений пластмасс большое влияние оказывают химический состав, ориентация макромолекул, температура окружающей среды и другие факторы.
Применяются различные виды сварки пластмасс:
1. Сваркагазовым теплоносителем с присадкой и без присадки
2. Сварка экструдируемой присадкой
- Контактно-тепловая сварка оплавлением
- Контактно-тепловая сварка проплавлением
- Сварка в электрическом поле высокой частоты
- Сварка термопластов ультразвуком
- Сварка пластмасс трением
- Сварка пластмасс излучением
- Химическая сварка пластмасс
Как и при сварке металлов, при сварке пластмасс следует стремиться к тому, чтобы материал сварного шва и околошовной зоны по механическим и физическим свойствам мало отличался от основного материала. Сварка термопластов плавлением, как и другие методы их переработки, основана на переводе полимера сначала в высокоэластическое, а затем в вязкотекучее состояние и возможна лишь в том случае, если свариваемые поверхности материалов (или деталей) могут быть переведены в состояние вязкого расплава. При этом переход полимера в вязкотекучее состояние не должен сопровождаться разложением материала термодеструкцией. При сварке многих пластмасс выделяются вредные пары и газы. Для каждого газа имеется строго определенная предельно доступная его концентрация в воздухе. Например, для диоксида углерода ПДК равна 20, для ацетона- 200, а для этилового спирта- 1000 мг/м³.
2 Подробное изложение одного из эффективных способов производства пластмасс
Процесс литья пластмасс под давлением.
Литье пластмасс под давлением — самый распространенный метод изготовления пластмассовых деталей. Он весьма технологичен, обеспечивает высокую производительность, хорошо автоматизируется и не требует проведения последующей механической обработки.
Термопластичные материалы, используемые при литье под давлением, имеют широкий диапазон физических и химических свойств и легко поддаются повторной переработке.
Сырьем для литья пластмасс служат гранулы термопластичного полимера. Перед производством гранулы просушиваются для удаления излишков влаги, а затем засыпаются в приемный бункер термопластавтомата. Оттуда пластик ссыпается непосредственно в шнек машины, где расплавляется и под действием поршня подается с высоким давлением в пресс-форму. Расплав проходит через литниковые каналы, и с большой скоростью заполняет полость пресс-формы, после чего форма охлаждается и материал застывает, образуя пластиковую деталь. Пресс-форма раскрывается, деталь выпадает, и цикл повторяется вновь.
Весь цикл литья осуществляется на термопластавтомате, в который монтируется пресс-форма. Собственно термопластавтомат состоит из двух основных частей: узла пластикации и узла смыкания. Все движения этих узлов осуществляются гидроприводами, а давление в гидросистеме обеспечивает электродвигатель. Процессами управляет блок ЧПУ — центральный контроллер, который не только задает все параметры цикла литья, но и может управлять внешними устройствами — электро- и гидроприводами, нагревателями и т. п.
Основными параметрами, характеризующими конкретную модель ТПА, являются:
§ Усилие смыкания формы, в тоннах (а точнее в тысячах килограмм силы) или килоньютонах ( 1т = 10КН ).
Это максимальная сила, с которой узел смыкания может удерживать пресс-форму в закрытом состоянии.
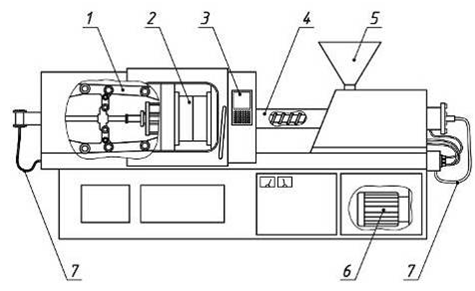
Рис. 1. Схема термопластавтомата(Рис.1): 1 Узел смыкания. 2 Пресс-форма. 3 Блок ЧПУ. 4 Узел пластикации. 5 Загрузочный бункер. 6 Двигатель. 7 Гидравлическая система.
§ Объем, а точнее масса впрыска, обычно измеряемая в граммах или унциях полистирола. Это максимальная масса полистирола, которую машина может переработать за один цикл.
§ Давление впрыска. Это максимальное давление расплава, которое может поддерживать узел впрыска в цикле литья.
§ Расстояние между колонками. Это ширина просвета между колонками — направляющими подвижной плиты ТПА. Просвет определяет максимальную ширину пресс-формы, которую можно установить на машину.
Все перечисленные параметры находятся во взаимной зависимости. Так увеличение давление впрыска может быть достигнуто снижением диаметра шнека, а следовательно и объема впрыска. С другой стороны, большее давление приведет к возрастанию усилия, раздвигающего пресс-форму и потребует либо увеличения усилия смыкания, либо уменьшения геометрических размеров формы.
Поэтому для обозначения термопластавтоматов обычно используют один показатель — усилие смыкания. Он дает достаточное представление о размерах и основных возможностях машины.
Узел пластикации и впрыска
Этот узел является определяющим для всего процесса литья. Его функция заключается в расплавлении полимера и его подаче в полость пресс-формы.
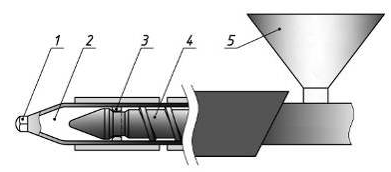
Рис.2. Схема узла пластикации (Рис.2) 1 Сопло. 2 Шнековая камера. 3 Обратный клапан. 4 Шнек. 5 Бункер.
Цикл работы термопластавтомата можно представить в виде круговой диаграммы, показывающей длительность каждого из этапов литья.
По диаграмме видно, что основное время цикла занимают процессы выдержки под давлением и охлаждения изделия. Причем, чем больше масса изделия, чем толще его стенки, тем большую долю займут эти два процесса. В тонкостенных изделиях, напротив, более критичными становятся скоростные характеристики термопластавтомата, так называемое время «сухого цикла». Для таких изделий использование скоростного оборудования является весьма желательным, а иногда и обязательным условием.
Цикл литья начинается со смыкания пресс-формы, после чего в её полость впрыскивается расплав полимера. Процесс впрыска на современных машинах может разбиваться на несколько ступеней, с управлением скоростью впрыска на каждой из них. Это позволяет обеспечить нужную скорость прохождения материала по различным каналам и полостям формы. Наладчик может добиться качественной детали, подобрав скорость вхождения материала в центральный и разводящий литники, затем в основную полость отливки и, наконец, в её тонкие ребра и стенки.
После заполнения формы шнек поддерживает давление впрыска материала, компенсируя его усадку в процессе охлаждения. Если это давление будет слишком большим, половинки формы могут слегка раздвинуться, и материал начнет утекать в появившиеся щели, образуя облой по линии смыкания.
На третьей фазе цикла шнек начинает вращаться, отодвигаясь в исходное положение. При этом следующая доза расплавленного материала поступает в шнековую камеру.
В результате охлаждения пресс-формы деталь застывает, после чего подвижная плита отходит назад, раскрывая форму. Обычно, пресс-форма проектируется таким образом, чтобы после раскрытия деталь гарантированно оставалась на подвижной части формы — пуансоне. С пуансона деталь снимается толкателями, они приводятся в движение отдельным гидроцилиндром термопластавтомата, к которому прикреплён хвостовик.
Необходимо отметить, что представленные схемы описывают процесс литья весьма приблизительно, и существует множество модификаций оборудования и пресс-форм, заметно отличающихся от описанных в статье. Тем не менее основные принципы работы термопластавтоматов остаются неизменными уже многие десятилетия, а отличия обычно находятся в области небольших изменений того или иного узла.
3 Построение технологической схемы производства пластмасс
Технологическая схема производства пластмасс методом литья под давлением
Хранение сырьевых материалов
Склад сырьевых материалов ; V, м 3 ; T, сут.;
↓
Перемешивание
Бункер термопластавтомата ; Полимер: Добавки
↓
Литье
пресс-форма; а х в х h, мм; t, °С ; P, Па T, мин;
↓
Хранение готовой продукции
склад готовой продукции; V, м 3 ; T, сут.; W, сут.;
3. Характеристика готового вида продукта и его экономическое назначение
1 Виды и основные технико-экономические показатели
В зависимости от природы полимера и характера его перехода из вязкотекучего в стеклообразное состояние при формовании изделий пластмассы делят на:
- Термопласты — пластмассы, которые при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние;
— Реактопласты — такие пластики, которые в начальном состоянии имеют линейную структуру макромолекул, а при некоторой температуре отверждения приобретают сетчатую. После отверждения не могут переходить в вязкотекучее состояние. Рабочие температуры выше, но при нагреве разрушаются и при последующем охлаждении не восстанавливают своих исходных свойств.
- Газонаполненные пластмассы — вспененные пластические массы, обладающие малой плотностью.
К термопластичным материалам или термопластам относятся полимеры, которые при нагревании в процессе переработки переходят из твердого агрегатного состояния в жидкое: высокоэластическое или вязкотекучее (литьевые термопласты переходят в вязкотекучее состояние).
При охлаждении материала происходит обратный переход в твердое состояние. Поведение при нагревании отличает термопласты от термореактивных материалов или реактопластов, которые утверждаются при переработке и не способны далее переходить в жидкое агрегатное состояние.
Классификация термопластов по эксплуатационным свойствам
Литьевые термопластичные материалы делят на несколько групп в зависимости от уровня эксплуатационных свойств. К таким свойствам прежде всего относится температура долговременной эксплуатации.
Пластмассы достаточно условно делят на группы:
Материалы общего назначения или общетехнического назначения
Конструкционные пластмассы или пластмассы инженерно-технического назначения;
- Суперконструкционные или высокотермостойкие полимеры.
Среди термопластов выделяют особую группу термопластичных эластомеров или термоэластопластов, которые по технологическим свойствам являются обычными термопластами, а по эксплуатационным подобны каучукам и резинам, т.е. способны к большим обратимым деформациям. В зависимости от температуры долговременной эксплуатации термоэластопласты также подразделяют на материалы общего назначения и инженерно-технического назначения.
Примерами могут служить те ходовые термопласты, с которыми ежедневно, практически каждый сталкивается в быту, полиэтилен, полипропилен, полиэтилентерефталат, поливинилхлорид, поликарбонат, политетрафторэтилен, полистирол.
Реактопласты (термореактивные пластмассы) — этопластмассы, переработка которых в изделия сопровождается необратимой химической реакцией, приводящей к образованию неплавкого и нерастворимого материала. Термореактивные полимеры состоят из макромолекул, соединенных поперечными ковалентными, то есть химическими связями. Такая сетчатая химическая структура необратима. Нагревание сетчатых полимеров приводит не к расплавлению, а к разрушению пространственной сетки, сопровождающемуся деструкцией. При нагревании в реактопластах происходит необратимое изменение свойств в результате сшивания молекулярных цепей поперечными химическими связями. Материал при этом затвердевает и переходит из расплавленного состояния в твердое состояние. Температура отверждения может быть как высокой (80-160 о С) при горячем отверждении, так и низкой — при холодном отверждении. Отверждение происходит за счет образования поперечных химических связей, которые могут образовываться как в результате только взаимодействия функциональных групп самого материала, так и при помощи отвердителей, вводимых в него.
Благодаря сетчатой молекулярной структуре реактопласты имеют свойства, которые не наблюдаются утермопластов. Густосетчатые термореактивные полимеры, к которым относятся полиэпоксиды, характеризуются повышенными значениями жесткости, модуля упругости, теплостойкости; редкосетчатые реактопласты, основными представителями которых являются резины, обладают высокой деформативностью, стойкостью к истиранию, повышенным коэффициентом трения.
Для улучшения свойств в реактопласты вводят специальные добавки (стабилизаторы, пластификаторы, твердые наполнители).
Реактопласты содержат функциональные полярные группы и поэтому являются полярными диэлектриками.
Наиболее распространены реактопласты на основе фенолоформальдегидных, полиэфирных, эпоксидных и карбамидных смол. Содержат обычно большие количества наполнителя — стекловолокна, сажи, мела и др. К реактопластам относятся также крезолоформальдегидные смолы, анилиноформальдегидные смолы, глифталевые смолы, пентафталевые смолы и т. д.
Газонаполненные пластмассы относятся к сравнительно новому классу промышленных материалов, завоевавших признание в различных отраслях техники. Специфическая особенность этих материалов, получаемых на основе синтетических смол, заключается в их физической неоднородности, в своеобразии их структурного строения, напоминающего структуру застывшей пены. Эти материалы отличаются небольшим объемным весом и высокой тепло-, звуко- и электроизолирующей способностью.
Различают газонаполненные пластмассы с замкнуто-ячеистой и открыто-пористой структурой. Материалы с явно выраженной замкнуто-ячеистой структурой называют пенопластами, а материалы с открыто-пористой структурой, в которых элементарные ячейки или поры сообщаются между собой и с окружающей средой называют поропластами.
Таблица 1. Структура себестоимости литьевой продукции:
|
Расходы |
Доля*, % |
|
На сырье** |
40-45 |
|
На переработку |
55-60 |
|
На заработную плату с начислениями |
10-12 |
|
На износ и замену пресс-форм |
10-11 |
|
Общепроизводственные |
20-24 |
|
Общехозяйственные |
12-13 |
Основными показателями для литьевых машин, производящих изделия из пластмасс являются: усилие запирания формы (кН), то есть смыкания формы, создаваемое прессовым блоком, и объем впрыска или мощность, выражаемая числом кубических сантиметров расплава, которые могут быть подготовлены машиной для однократной подачи в литьевую форму и пластикационная производительность ТПА.
Объем отливки при оптимальной гнездности:
где Qn — номинальный объем впрыска, принимается из данных по машине;
- объем одного изделия;
- 1 — коэффициент, учитывающий наличие литника и утечки через неплотности формы, зависит от объема изделия;
β1 — коэффициент использования машины (для аморфных полимеров 0,7-0,8, для кристаллических полимеров 0,6 — 0,7).
Пластикационная производительность литьевой машины:

где An — номинальная (по полистиролу) пластикационная производительность;
β2 — коэффициент, учитывающий отношение пластикационной производительности по данному материалу к ее значению по полистиролу;
τ0 — время охлаждения изделия, — масса изделия.
Усилие смыкания формы:
![]()
где Pn — усилие смыкания по паспорту машины;
- площадь проекции одного изделия на плоскость разъема формы;
- 2 — коэффициент, учитывающий влияние литника (k2 = 1,0-1,5);
- давление формования.
.2 Области применения пластмасс
Термопластичные пластмассы. Получают их на основе полимеризационных смол. Наиболее распространены термопластичные пластмассы: полиэтилен, поливинилхлорид, фторопласт и др.
Полиэтиленшироко применяется как электроизоляционный материал. Он имеет хорошие антикоррозионные и диэлектрические свойства, большую удельную прочность, стойкость к радиоактивным излучениям и т.д.
Полиэтилен применяется для изготовления пленок, труб, деталей машин, бутылей, резервуаров и др. Изделия из полиэтилена получают литьем под давлением, прессованием и другими способами.
Поливинилхлорид применяется для изготовления электрокабелей, аппаратов и труб в химической промышленности, искусственной кожи, линолеума и др.
Особо следует выделить винипласт, который обладает большой механической прочностью, высокой химической стойкостью и диэлектрическими свойствами.
Извинипласта изготовляют различные фасонные изделия. Листовой винипласт используют как облицовочный материал. Подавляющее большинство изделий из винипласта изготовляют сваркой.
Фторопласт обладает низким коэффициентом трения, поэтому идет на изготовление деталей машин, не требующих смазки. Из фторопласта изготовляют также трубки, пленки и др.
Наибольшее применение находит в промышленности фторопласт-4. Изделия из этого материала не теряют своих свойств при нагревании до 26° С. Из фторопласта-4 изготовляют электро- и радиотехнические изделия, краны, насосы, прокладки, сальниковые набивки и т. д.
Термореактивные пластмассы. Получают их на основе термореактивных полимеров. К ним относятся: фенопласты, аминопласты, эпоксипласты, эфиропласты, силикопласты и др. Эти пластмассы отличаются высокой прочностью, теплостойкостью, низкой ударной вязкостью. Остановимся на некоторых из них.
Фенопласты. Чаще всего их изготовляют на основе фенолформальдегидных смол. Из фенопластов с порошкообразным наполнителем (древесная мука, минераласбест, кварцевая мука) изготовляют корпусы приборов, детали электрорадиотехнической аппаратуры, некоторые детали машин.
Аминопласты. Их изготовляют на основе мочевино-формальдегидных и меламинформальдегидных смол. Аминопласты способны окрашиваться в любой цвет. Они обладают высокой водопоглощаемостью, пониженной теплостойкостью и некоторыми другими важными качествами. Используются аминопласты для изготовления разных выключателей.
Текстолит изготовляют в виде листов и плит толщиной до 70 мм, а также в виде стержней и труб. Он имеет высокую стойкость к вибрационным нагрузкам, обладает хорошими антифрикционными и другими свойствами. Из него изготовляют подшипники, прокладки, зубчатые колеса, лодки и др.
Стеклопластики. В качестве связующего вещества в этом материале применяют эпоксидную, полиэфирную, фенольную и другие смолы, а в качестве, наполнителя — стеклянные волокна, обладающие химической прочностью, негорючестью, прочностью на разрыв и др. Стеклопластик обладает довольно высокой удельной прочностью и широко применяется в различных отраслях промышленности: в машиностроении, на железнодорожном транспорте, в судостроении, а также в качестве кровельного и облицовочного материала.
Газонаполненные пластмассы применяют в качестве легких заполнителей элементов силовых конструкций и демпфирующих материалов в авиастроении, автомобилестроении, как элементы радио- и электронной аппаратуры, в мебельной промышленности, при строительстве жилых домов и др.
Сферы применения пластмасс зависят, в основном, от их полимеров и добавок из которых он создан. Но есть ещё один важный момент- чаще всего изделия из пластмассы используются лишь однажды, и должны перерабатываться для дальнейшего использования. Создан список для переработки пластиков, утвержденный в 1988 году Обществом Пластмассовой Промышленности.
Международные универсальные коды переработки пластмасс:
. ПЭТ — полиэтилентерфталат. Используется для изготовления упаковок (бутылок, банок, коробок и т.д.) для розлива прохладительных напитков, соков, воды. Также этот материал можно встретить в упаковках для разного рода порошков, сыпучих пищевых продуктов и т.д. Очень хорошо поддается переработке и вторичному использованию.
. ПВД — полиэтилен высокого давления. Используется для изготовления кружек и пакетов для молока и воды, бутылок для отбеливателей, шампуней, моющих и чистящих средств. Для изготовления пластиковых пакетов. Канистр для моторного и прочих машинных масел и т.д. Очень хорошо поддается переработке и вторичному использованию.
. ПВХ — поливинилхлорид. Используется для упаковки жидкостей для мытья окон, пищевых растительных масел. Из него изготавливаются банки для упаковки сыпучих пищевых продуктов и разного рода пищевых жиров. И именно этот пластик практически не поддается переработке. Более того, существуют доказательства того, что содержащейся в нем канцероген винилхлорид обладает способностью проникать в продукты питания, а затем и в организм человека. Также для производства ПВХ используется множества добавок, которые весьма токсичны для человека: фталаты, тяжелые металлы и т.д. И еще, процесс производства, использования и утилизации ПВХ сопровождается образованием большого количества диоксинов (самых опасных ядов) и других крайне токсичных химических веществ.
. ПНД — полиэтилен низкого давления. Используется в производстве полиэтиленовых пакетов, гнущихся пластиковых упаковок и для производства некоторых пластиковых бутылок. Хорошо поддается переработке и вторичному использованию.
. ПП — полипропилен. Из него делаются крышки для бутылок, диски, бутылки для сиропа и кетчупа, стаканчики для йогурта, упаковки для фотопленок, мешки, тара, трубы, детали технической аппаратуры, нетканые материалы.
. ПС — полистирол. Используется в производстве поддонов для мяса и птицы, контейнеров для яиц, в строительной индустрии — теплоизоляционные плиты, несъемная опалубка, сандвич панели, потолочный багет, потолочная декоративная плитка.
. ДРУГОЕ. Смесь различных пластиков или полимеры, не указанные выше. Упаковка, маркированная этой цифрой, не может быть переработана и заканчивает свой жизненный цикл на свалке или в печи мусоросжигательного завода. В данной категории представлены реактопласты и вспененные пластмассы.
.3 Основные производители пластмасс
Крупнейшим производителем пластмасс в Белгороде является предприятие компании «Стандарт Пластик Групп», образованное в 2000 году, которое является одним из лидеров Российского рынка по производству изделий из пластмасс.
Производственная площадь 12 000 кв. м. находится на территории в г. Белгород, складские и торговые площади в Воронеже, Москве, Новосибирске, Краснодаре и Белгороде. Рынок сбыта продукции охватывает все федеральные округа Российской Федерации, включая Дальневосточный.
Производственный комплекс компании состоит из:
- 52 термопластавтоматов, мощностью от 50 до 2500 тонн с возможностью производства изделий весом до 12 кг (цельнолитой выпуск крупногабаритных изделий);
- 8 термоформовочных линий производства Италии и Китая с возможностью выпуска 35 наименований изделий для одноразового пищевого применения;
- 5 выдувных линий для производства термоусадочной пленки;
- 25 металлообрабатывающих станков в инструментальном цехе для ремонта и изготовления пресс-форм и собственное конструкторское бюро.
Стандарт Пластик Групп предлагает широкий ассортимент(более 500 наименований) продукции по таким направлениям как: пластиковая садовая и детская мебель; товары хозяйственно-бытового назначения; одноразовая посуда; одноразовые пищевые контейнеры; пленочная продукция; упаковка.
Заключение
В ходе выполнения курсовой работы я подробно изучил производство пластических масс, ознакомился со стадиями технологического процесса, составил технологическую схему производства пластмасс, рассмотрел основные технико-экономические показатели производства.
Способ производства пластмасс с помощью литья под давлением — наиболее выгодный метод изготовления пластмассовых деталей. Он высокотехнологичен, обеспечивает самую высокую производительность среди других способов производства, имеет высокую степень автоматизации и не требует проведения последующей механической обработки изделия, что обусловлено высоким качеством изготовления данным способом.
Термопластичные материалы, которые используются при литье под давлением, имеют широкий диапазон физических и химических свойств и легко поддаются повторной переработке, что делает их наиболее привлекательными для использования в производстве.
Но данная технология имеет и свои недостатки, в первую очередь это высокая стоимость оснастки при изготовлении малых партий, а также длительное время изготовления оснастки. Кроме того, имеется и технические недостатки — невозможность производства тяжелых изделий (более 10кг) или изделий, имеющих толстые стенки.
Подробно не рассмотренные в работе методы экструзии и вакуумной формовки лишены недостатков, которые имеет производство пластмасс с помощью литья под давлением — ограничений по толщине стенок и размерам изделия практически нет, а стоимость матриц значительно ниже, по сравнению с матрицами для термопластавтомата
Будущее промышленности прямо связано с развитием химической промышленности, в частности её полимерной отрасли, которая уже сейчас поставляет на рынок потребительских товаров наиболее выгодные по соотношению цена/качество товары, все чаще имеющие свойства, которые невозможно получить при использовании традиционных материалов. Самые инновационные отрасли потребляют все больше пластмасс с каждым годом. Но плюсы пластмасс не должны перекрываться главным минусом-возникновением гигантского количества отходов, которые загрязняют нашу планету, хотя могут быть выгодно использованы в качестве вторичного сырья для производства новых товаров, поэтому промышленность должна действовать вместе с компаниями по сортировке отходов, и использовать переработанные материалы, уменьшая расходы на покупку сырья и увеличивая эффективность использования ограниченных ресурсов.
пластмасса экономический нормативный
Библиографический список
1. Васильева И.Н. Основы технологического развития. / И.Н. Васильева, Г.В. Плеханова — Москва: Банки и биржи, ЮНИТИ, 2005. — 160 с.
2. Волков С.С. Сварка и склеивание полимерных материалов. / Волков С.С. — Москва: Химия, 2012. — 376 стр.
. Володин В.П. Экструзия профильных изделий из термопластов./ Володин В. П. — Санкт-Петербург: Профессия, 2010. — 235 с.
. Гольдберг И.Е. Пути оптимизации литьевой оснастки/ Гольдберг И.Е. — Санкт-Петербург: Научные основы и технологии,2011. — 352 с.
. Гордон М.Дж. Управление качеством литья под давлением. / Гордон, М. Дж. — Санкт-Петербург: Научные основы и технологии,2008. — 823 с
. Максанова Л.А. Полимерные соединения и их применение./ Максанова Л.А., Аюрова О.Ж. — Улан-Удэ: ВСГТУ,2013. — 356 с.
. Михайлин Ю.А. Волокнистые полимерные композиционные материалы в технике/ Михайлин Ю.А. — Москва: Издательство: Научные основы и технологии,2014. — 752 с.
. Пол Д. Полимерные смеси: Рецептуры и свойства. / Пол Д., Бакнелл К. — Санкт-Петербург: Научные основы и технологии, 2012. — 1200 с
. Справочное руководство по испытаниям пластмасс и анализу причин их разрушения/ Пер. с англ. под ред. А.Я. Малкина. — Санкт-Петербург: Научные основы и технологии,2010. — 736 с.
. Физические и химические процессы при переработке полимеров. /Кербер М.Л., Буканов А.М., Вольфсон С.И., и др. — Санкт-Петербург: Научные основы и технологии,2013 — 320 с.
. Функциональные наполнители для пластмасс /Пер. с англ. под ред. В.Н. Кулезнева. — Санкт-Петербург: Научные основы и технологии,2010. — 576 с.
. Шварц О. Переработка пластмасс./ Шварц О., Эбелинг Ф.В. — Санкт-Петербург: Профессия, 2013. — 260 с.
13. R.G. Jones, J. Kahovec (Eds.) IUPAC. Compendium of Polymer Terminology and Nomenclature/ RSC Publishing, Cambridge, UK,2013. — 430 p.
Дополнительные источники
14. Гринпис Россия. Маркировка полимерных материалов:[электронный документ] Режим доступа: http://www.greenpeace.org/russia/ru/ — загл.с экрана.
15. EuropeenCommitteeforStandarization. Plastics — Guide for Vocabulary in the Field of Degradable and Biodegradable Polymers and Plastic Items, CEN/TR 15351:2006 report (2006).
Режим доступа: <http://esearch.cen.eu/>
— загл.с экрана.